이번에도 저번에 이어 라이언 전면부 중삭, 정삭, 잔삭 과정을 설명하겠습니다.

일단 라이언의 전면 황삭은 위와 같이 생성하였습니다.
중삭은 무난하게 등고선 6파이 볼에드드밀로 진행합니다.
먼저 가공경로/곡면 선택은 무난하게 드라이브 대상곡면은 솔리드 바디 선택, 공구중심영역 체인은 황삭과 마찬가지로 외형 오프셋 라인을 선택하였습니다.

곡면 파라미터는 공구 급속이송이 공구충돌이 있어 링크 파라미터값을 절댓값 기준으로 하였습니다.

가공여유는 중삭이라 0.05만 주었고 공구중심영역 위치는 황삭과 동일하게 내경으로 선택하고 가공여유(오프셋값)를 0.5 주었습니다.(공구 측면 접촉 방지)
등고선 정삭 파라미터는 우선 가공공차값을 0.01로 잡고(가공여유값보다 작게) 거르기 활성화하며 절삭 간격은 0.5를 주었습니다.

절삭순서 최적화을 선택하였고 공구손상 최소화는 선택적으로 하셔도 무방합니다.
* 사실 공구손상 최소화는 가공물 형태에 따라 선택하여야 하는데 공구손상 최소화 기능은 만일의 경우 두 개의 골짜기 사이를 가공 시(두 개의 돌출물 사이) 한쪽 돌출물 주위를 등고선 경로 생성 시 반대쪽 돌출물의 미절삭된 소재가 있을 것을 감안해서 만일 공구부하발생(공구손상)이 염려되는 형상이면 두 골짜기 형상을 Z값을 구분으로 왔다 갔다(동일한 Z값에서 한쪽 골짜기 한번 가공하고 동일한 Z값에서 다른 골짜기 가공하고 다시 Z값 내려서 반복)하며 가공하여 공구에 한 번에 많은 양의 소재접촉을 피하는 방식을 말합니다.
* 기본적으로 활성화 되므로 간단한 형태가 아니면 그냥 활성화하시기 바랍니다.
이송형태는 형상형태 이송(거의 중삭, 정삭 경로는 해당 가공물 형태에 따라 이송하는 것을 권장합니다.)을 선택하였습니다.
* 이것이 좋은점은 Z 축 이송이 직각으로 (내려찍는)을 감소합니다.

깊이제한은 우선 황삭이 끝났으므로 바로 모델링에 근접하여 가공하는 것을 원하기 때문에 Z값 -0.1 ~ -22.0으로 정의하였습니다.
* 왜 모델링 두께의 절반이 -19.0인데 -22.0까지 내려가냐면 해당 공구가 6파이 볼엔드밀 이므로 Z-19.0까지 가공이 완료되려면 공구 반경(-3.0)만큼 더 내려가야 하므로 가공깊이 제한은 -22.0까지 설정하였습니다.

* 또한 지정된 깊이대로 가공되어야 하므로(가공여유 관계없이) 대상곡면 가공여유 적용 및 경로조절 항목은 비활성화합니다.

틈새이송은 무난하게 최대 Z절삭간격의 비율을 1200% 설정하였습니다.
* 특이하게 등고선에서는 (Z절삭간격 위주 경로에서) 공구 지름값 비율이 아니고 지정된 Z절삭간격값 기준 비율값이라 평소보다 많이 주어야 합니다.
여기까지 등고선 정삭 가공경로(중삭) 파라미터를 정의하고 경로를 생성하였습니다.


어느 정도 무난하게 황삭, 중삭까지 완료된 것을 볼 수 있습니다.
그래서 이번에는 정삭 스컬롭 가공경로로 진행하겠습니다.
가공공구는 3파이 볼엔드밀로 정의하고 다음과 같이 스칼롭 절삭 파라미터를 설정하였습니다.
가공곡면/ 공구중심영역 체인등은 황삭, 중삭 가공과정과 동일합니다.

곡면 파라미터는 우선 링크파라미터는 증분값으로 설정하고 가공여유값은 0.0 , 공구중심영역에 내측으로 좀 더 안쪽으로 1.5 오프셋 하였습니다.
* 공구중심영역 내측으로 1.5 오프셋 한 이유는 3파이 볼엔드밀 넥싱크(6파이)로 되어 있어 회피차 정의 했습니다. (큰의미는 없습니다.)

스컬롭 파라미터는 가공 전체공차 0.002로 정의하였고 최대 가공간격은 1.0 현재 라이언 형태가 가운데 부분이 제일 높은 지점이므로 등고선처럼 가공되도록 내측에서 외측으로 절삭 방향을 선택하였습니다.
깊이제한은 최소 0.1 ~ 최대 -21.0 까지 으로 설정하였지만 여기서 알고 계셔야 할 점은 스컬롭 가공경로에서는 깊이 제한 값이 일괄적으로 적용되지 않습니다.
즉 등고선 처럼 제일 높은 지점부터 시작하는 것이 아니고 현재 스컬롭 파라미터에서 설정한 대로 내측에서 외측으로 절삭방향을 정의한 경우 가공물의 내측(중앙)에 가까우면서 전체 가공깊이의 중간지점에 가까운 깊이에 준하는 형태에서부터 가공경로가 시작됩니다.
* 이것은 내측에서 외측으로 적용시 발생하며 외측에서 내측경우에는 가공물의 최외곽 지점부터 시작합니다.

* 이러한 특성 때문에 스컬롭 가공경로 사용 시 내측에서 외측으로 절삭방향 적용 시 의외의 지점(반드시 평평한 지점이 아닌 비탈진 경사면에서 시작하는 경우가 많은)에서 시작하는 경향이 있으므로 선정 시 주의하시기 바랍니다.
* 만일 경우 임의위치에 가공경로를 시작하도록 한다면 거의 어렵습니다.
스컬롭 가공경로의 시작점 지정"근접점 선택 : 가공시작 위치 지정" 옵션은 가능한 지정된 위치에 근접한 스컬롭이 원래 정한 절삭방향 시작점에서 시작하는 것을 원칙으로 하기 때문에 작업자가 지정한 위치에서 시작하는 것이 아니 작업자가 지정한 시작점에서 제일 근접한 원래 스컬롭 가공경로가 정한 위치 중 하나를 선택합니다.
* 또한 스컬롭 가공경로는 가공곡면에 근접한 가공경로를 생성하므로 깊이 제한을 최소 0.1 ~ -21.0으로 하면 실제로는 라이언 모델링의 최상지점인 -0.00024 지점부터 -21.0까지 생성됩니다.
이러한 과정으로 현재 라이언 가공물의 경우 스컬롭 가공경로가 가공물 중앙에서 가장 가까우면서 전체가공 깊이의 중간 지점인 배(?) 정상에서부터 시작합니다.
다시 모의가공을 진행합니다.

어느 정도 라이언의 형태가 나온 것 같습니다.
그런데 라이언의 얼굴을 보니깐 좀 디테일한 맛이 없어 보입니다.
그래서 잔삭을 하기로 합니다.
잔삭 가공은 간단하게 얼굴 구성요소만 형태 테두리(돌출부 필렛 부분)만 하는 것으로 생각하고 진행합니다.
잔삭 가공공구는 1파이 볼엔드밀을 사용하였습니다.
잔삭 가공의 대상곡면 / 공구중심영역체인 선택은 이전 가공경로의 전체 솔리드 바디선택, 라이언 외형 오프셋 체인을 선택하였습니다.
잔삭가공의 잔삭가공 파라미터 설정은 다음과 같습니다.

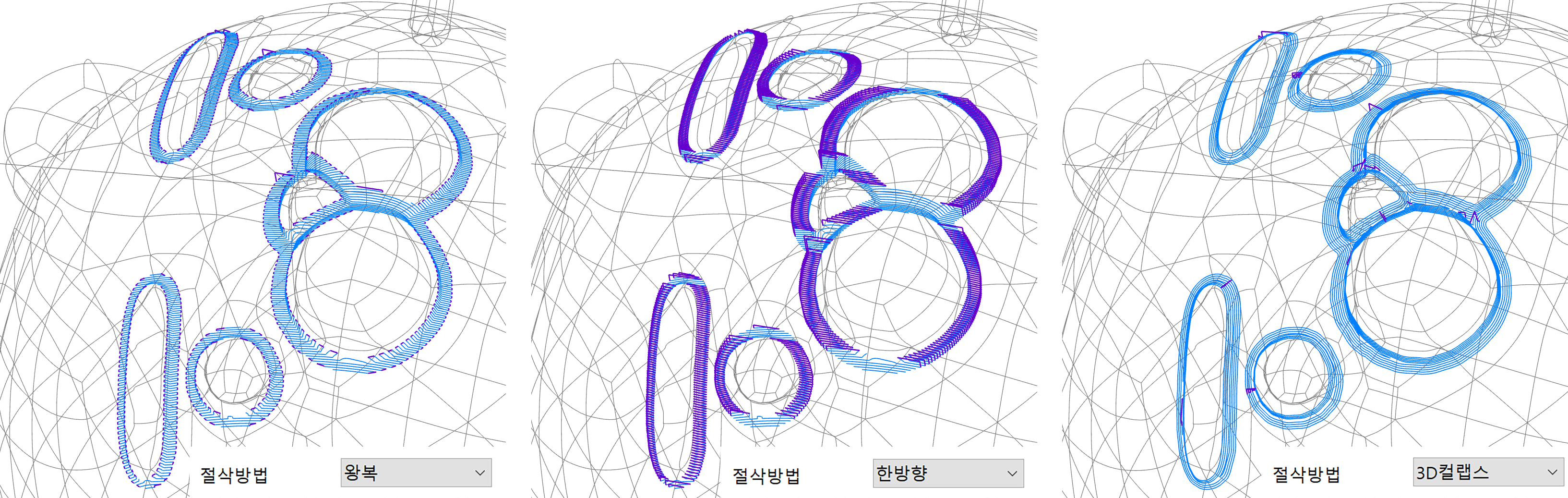
설정 중요점은 절삭방법은 3D캘럽스(위에서 아래로 경사진(쓰러지기 쉬운?) 형태)을 선택하였습니다.
* 절삭방법 선택은 가공물 형태에 따라 정의하셔야 합니다.
* 참고 절삭방법 선택은 3가지입니다.
(한 방향, 왕복형, 3D캘럽스 이 있으면 라이언 얼굴형태에 적용하면 아래와 같이 차이점이 있습니다.)
중요한 잔삭 가공범위 지정은 정석대로 하면 해당면만 선택하거나 공구중심영역 선별선택 등의 방법을 택하여야 하나 현재 형태상으로는 해당 가공범위가 Z값 간격으로 정의가 가능하여 가공깊이 제한으로 선택하였습니다.

위와 같이 해당 가공범위가 Z값 0.0 ~ -8.5 내에 들어가므로 간단히 가공깊이 제한 기능으로 설정하였습니다.
나머지 설정값은 기본값으로 정의하였습니다.
잔삭조건 파라미터(중요!!)는 지정된 공구로 전체 가공범위를 가공 시 남는 미절삭 부분을 계산하여 해당 미절삭 부분만 적용하여 잔삭가공 공구로 가공경로를 생성하는 중요한 파라미터 값입니다.

우선 선행 가공경로(정삭 스컬롭:3파이 볼엔드밀 공구)를 감안해서 황삭공구(반드시 황삭공정 가공공구가 아닌 선행 가공공구 중 가공범위 전체에 적용된 공구의 규격을 지정합니다.
*잔삭 가공 파라미터상 황삭 공구의 종류는 평/ 불노우즈/ 볼엔드밀만 가능합니다.
* 3파이 볼엔드밀 이므로 황삭 공구지름 : 3.0 코너반경 : 1.5을 적용합니다.
* 가공경로 확장 길이는 해당 미절삭된 부분 영역에 기초하여 연장(확장)된 가공경로를 해당 가공곡면에 기초하여 가공경로 범위를 확장합니다.

* 위 이미지처럼 가공경로 확장길이를 설정하면 그 입력값만큼 해당 가공곡면에 맞게 가공경로를 확장 합니다.
그럼 잔삭 가공경로를 생성하고 다시 전체 가공경로를 통합하여 모의 가공을 실행합니다.

*우측 이미지처럼 잔삭 가공 완료하면 좀 디테일 해지지만 이 정도 크기의 가공물이면 돋보기 없으면 그만입니다.
이후 라이언 두 다리 사이가 좁아서 미절삭(정삭 가공에서)된 부분이 있으나 이 부분은 잔삭가공보다 간단히 등고선 가공으로 마무리하였습니다.

이제 전면부를 완료하고 후면부를 작업해야 하는데...

역시 분량 조절 실패로 나머지 작업은 3부에 설명하겠습니다.
'마스터캠 2021 기능 교육 자료(초안) > 마스터캠 2021 활용 소소한 팁' 카테고리의 다른 글
| 마스터캠 2021를 활용한 3D 캐릭터 모델링 가공 기초방식-3 (카카오 라이언) (1) | 2024.03.17 |
|---|---|
| 마스터캠 2021를 활용한 3D 캐릭터 모델링 가공 기초방식-1 (카카오 라이언) (2) | 2024.03.11 |
| 마스터캠 등고선 가공경로 관련 질문내용 해설(마캠 뽀개기) (4) | 2024.01.28 |
| 마스터캠 2021 활용한 다각도면 홀가공 작업에 대하여-7 (틸팅인덱스-2) (2) | 2023.10.25 |
| 마스터캠 2021 활용한 다각도면 홀가공 작업에 대하여-6 (틸팅인덱스) (1) | 2023.10.22 |



