

이번에는 백 카운터 보어 커터를 사용한 뒤면(백) 부 카운터 보어가공을 가능케 하는 공구 사용하는 방법을 알아보겠습니다.
먼저 이러한 백 카운터 보어 커터(백 보링 커터)의 종류가 여러 가지가 있지만 여기서는 미래포에서 백 보링 커터로 출시하는 공구를 중점으로 설명하겠습니다.
* 이러한 것 이외 오토(자동) 백보링 커터라고 나오는(거의 외국산 공구) 공구는 거의 별다른 캠작업 없이 제자리에서 회전방향만 제어하여 거의 수직적으로 작업하는 경우를 말합니다.
그렇지만 여기서 설명하는 것은 편심형태라고 추가적으로 명칭 하는 좀 간단한 형태의 공구입니다.
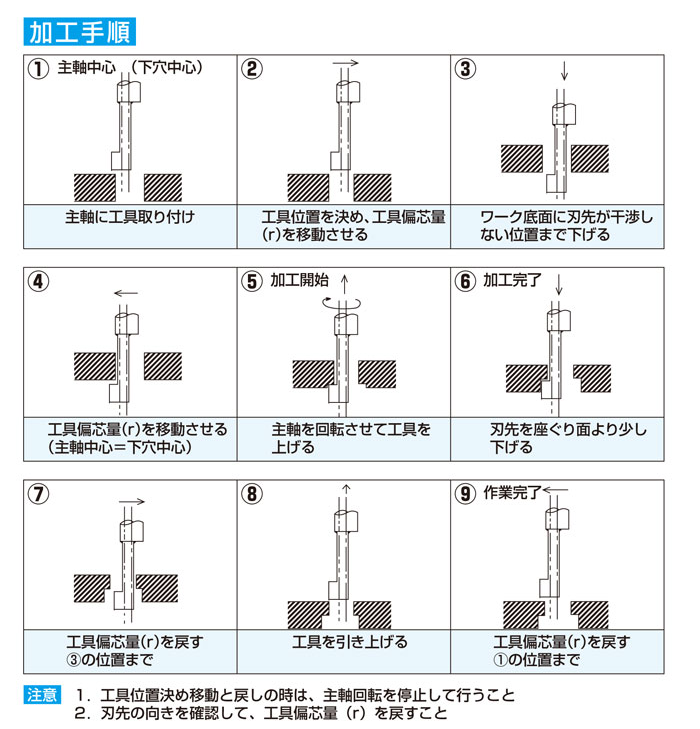
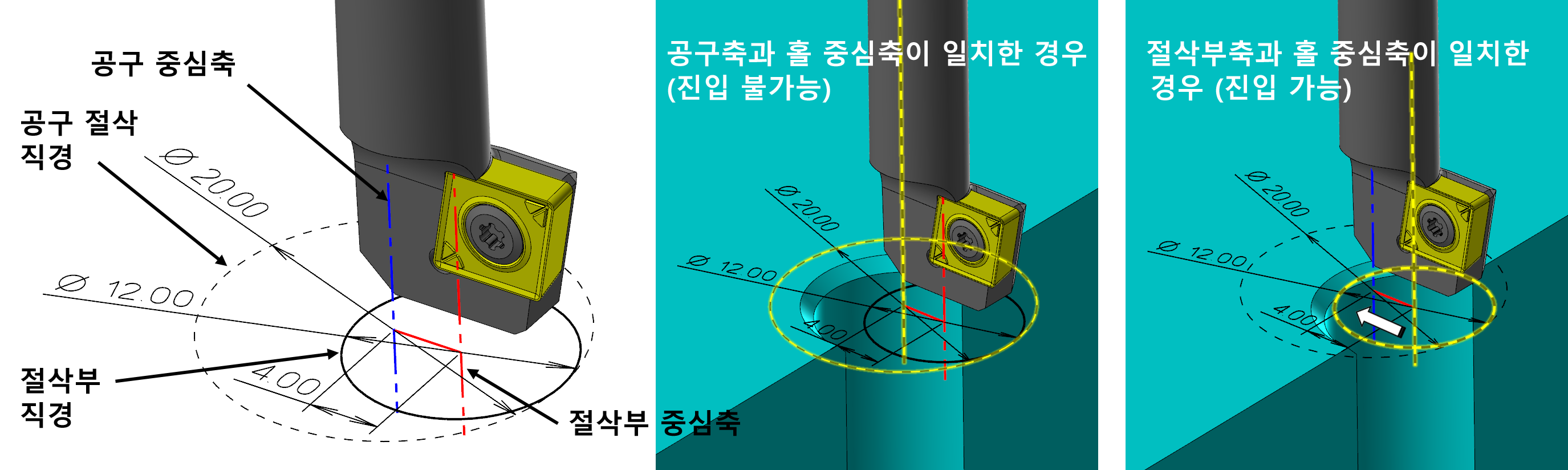
작동방식은 아래와 같이 공구축(?) 위치가 편심형태 이므로 홀의 중심점으로 진입하는 것이 아니고 약간 오프셋(이동)하여 수직 진입하고 가공 후 다시 오프셋(이동)하여 제위치에서 수직으로 복귀하여야 하는 형태를 말합니다.
그럼 예제로 할 것은 M12 규격의 렌치 볼트머리 나사의 카운터 보어 가공예입니다.

M12 볼트규격의 카운터 보어 규격은 직경(D)=20.0, 깊이(H2)=13.0, 홀내경(d")=13.5(14)으로 정의합니다.
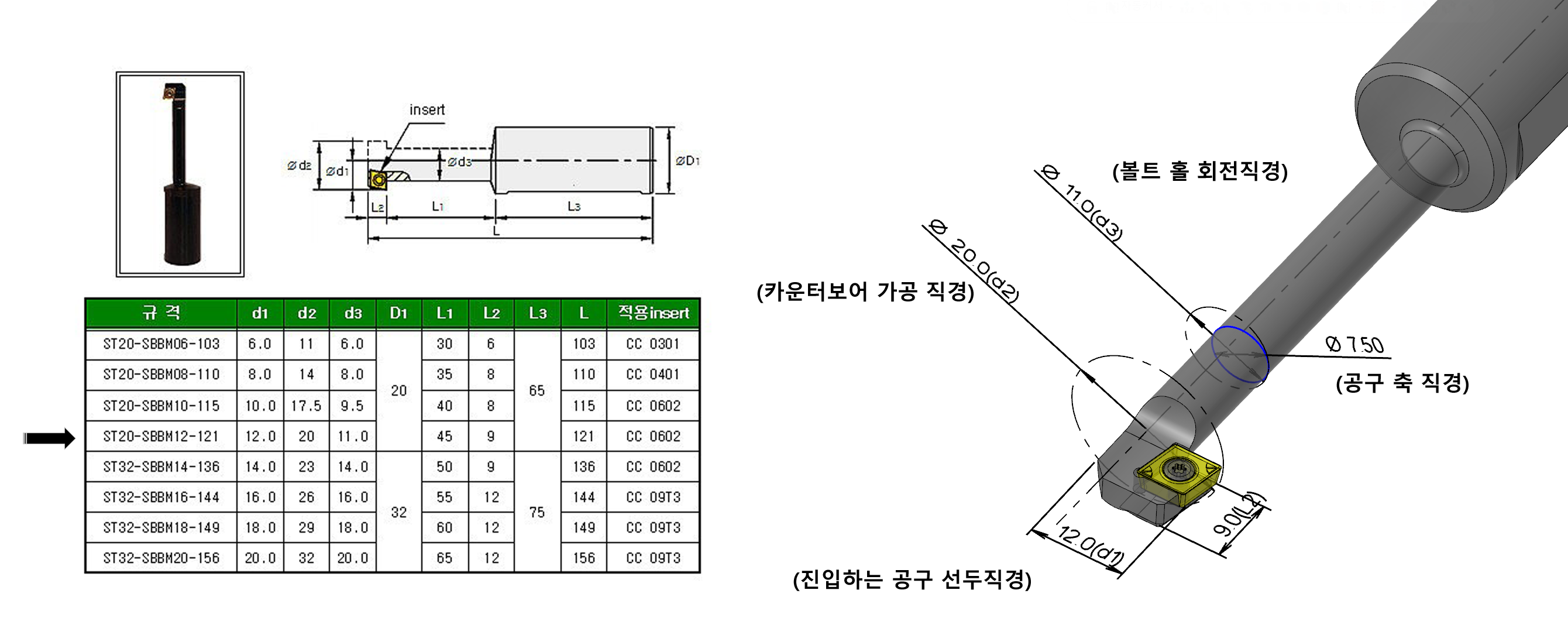
그럼 사용할 백 카운터보어 커터의 규격을 알아야 합니다.
먼저 해당 메이커 규격을 보면 아래와 같이 되어 있습니다.
* 우선 M12 공구의 규격이 위와 같이 되어 있지만 조끔 혼란이 있을 수 있습니다.
기본적으로 M12 카운터보어 직경(D)이 20.0 이므로 해당 공구의 가공날 끝 부분이 회전 시 직경 20.0이 되어야 하며 편심된 축의 회전시(축 지름이 아니고) 전체 지름값이 해당 규격(M12 이므로 13.5)보다 작아야 합니다.
* 가능하면 해당 공구 편심축의 직경과 편심된 거리(전체 회전시 회전반경값(볼트 홀 직경대비))를 측정하여 볼트 홀 진입이 가능한지 확인도 하셔야 합니다.
* 그리고 아래에서 다시 설명하지만 편심축(회전축이 아닌) 기준 진입을 해야 하므로 해당 공구 홀더(아바) 체결 시 공구 편심방향을 제대로 확인하고 공구 체결하여야 합니다.
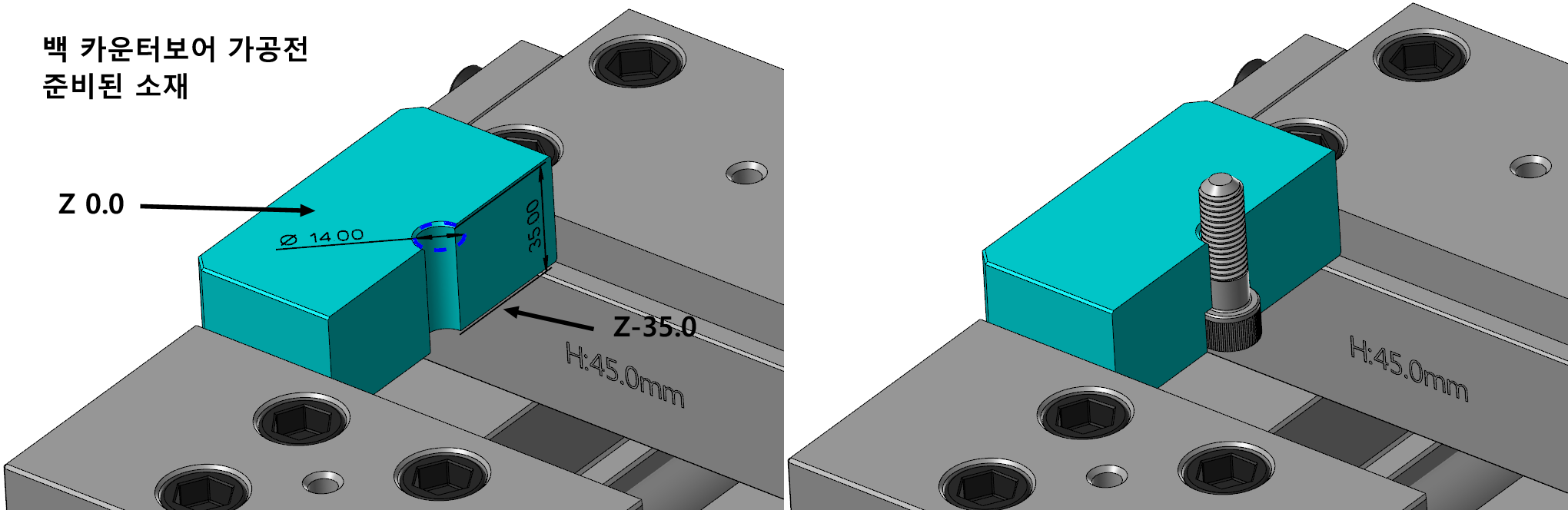
그럼 해당 가공물의 규격은 다음과 같습니다.
M12 규격이므로 진입홀(볼트 홀)은 13.5(14.0으로 선택) 하고 카운터보어 직경은 D20.0, 깊이는 H13.0입니다.
* 처음 에는 선 공정에서 볼트 홀(D14.0) 가공을 완료하고 면취 작업까지 종료한 상태로 정의합니다.
이것을 마스터캠에서 가공경로를 유추해 봅시다.
* 유추해 본다는 것 은 해당 가공경로를 마스터캠에서 캠작업(가공경로 생성)으로 생성하기 어렵기 때문에 수기로 작업해야 하는데 마스터캠에서는 좌표값만 산출하는 데 사용됩니다.
* 더불어 마스터캠 공구 생성 특성상 위와 같은 편심 형태 공구가 적용되지 못하여 해당 공정의 모의 가공(경로확인)이 불가능합니다.
먼저 해당 도면을 보고 처음 공구 진입 위치(좌표값)를 추정해 봅니다.

중앙의 볼트홀(D14) 위치는 소재원점위치(상단 좌측 모서리) 기준으로 해당 공구를 이송하면(X50, Y50) 현재 공구가 편심축(진입부) 형태 이므로 그대로 수직 진입 하면 공구가 소재와 충돌이 발생합니다.
잠시 먼저 생각해야 할 점이 2가지가 있습니다.
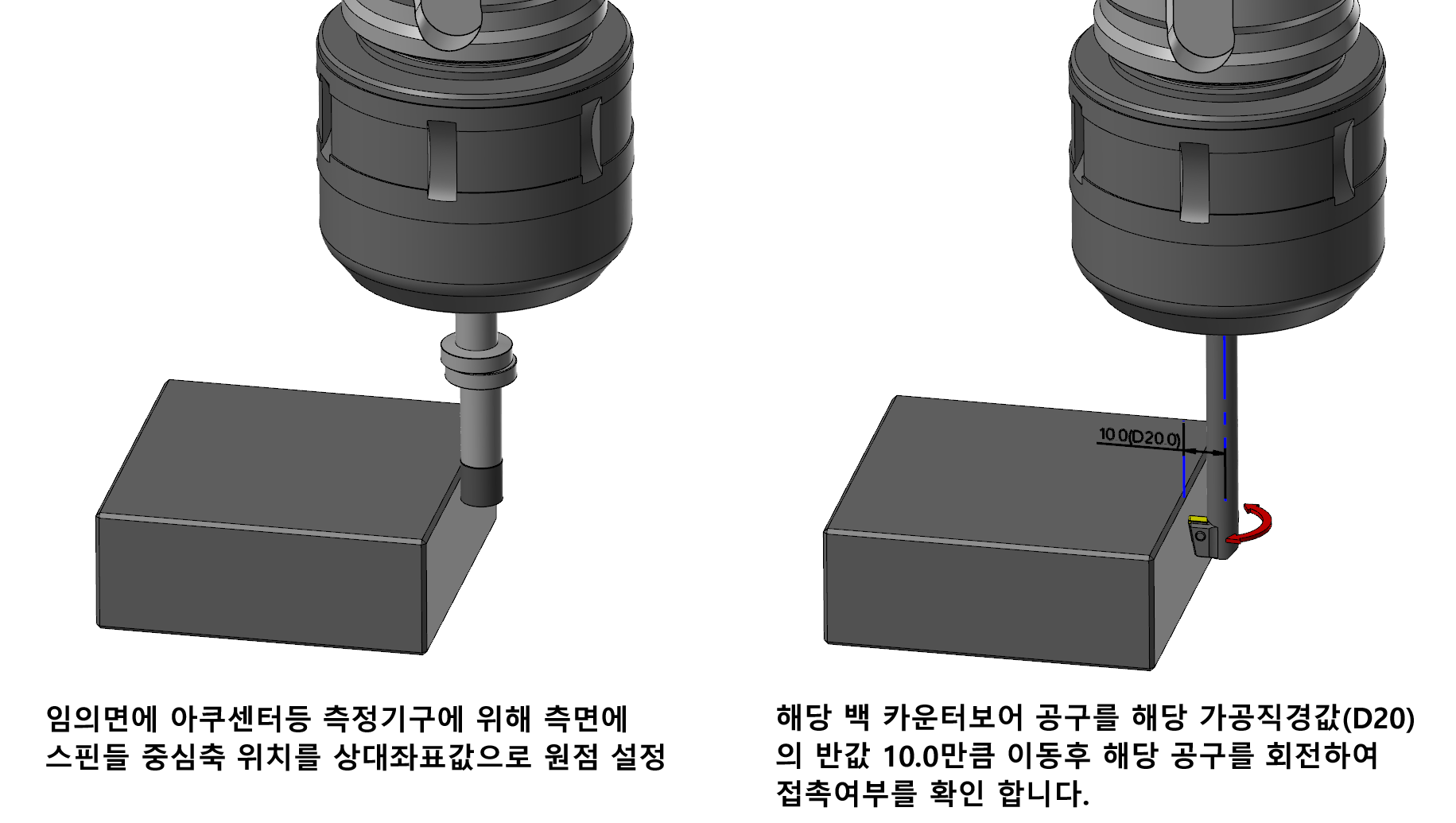
1. 해당 공구 진입부(가공 부분)가 편심 된 형태 이므로 이 편심된 축의 위치를 항상 일정하게 고정할 필요가 있습니다.
* 사용할 때마다 스핀들이 회전하여 축이 돌아가면(편심축 위치가 고정되지 않는) 바로 소재 충돌이 벌어집니다.

그러므로 해당 공구 진입위치에 올 때 항상 동일한 위치에 오게끔 공구 홀더 체결 시 M19(스핀들 정렬 : Orientation) 지령 시 고정된 위치에 공구 편심된 위치에 고정되도록 공구 방향을 정해야 합니다.
* 이것은 보링공구 보링가공 절삭날(인서트)의 위치를 M19지령 시 정의된 위치에 오게끔 하여 보링 후 수직복귀 시 적절한 후퇴하기 위한 조치와 동일한 절차입니다.
2. 해당 공구 진입부(가공 부분)가 해당 규격의 볼트 홀 직경에 맞게 진입 복귀가 가능한 것 인지와 진입 후 원래 위치(해당 공구 축과 볼트 홀 축과 일치된 동심원)에서 절삭이송 할 경우 규격대로 카운터 보어 절삭 직경이 나오는지 미리 확인하여야 합니다.
* 이것은 간혹 잘못된 공구 선정 또는 맞는 공구인데 규격을 잘못 이해하고 잘못된 거리값으로 가공경로를 생성하는 경우가 있습니다.
또한 현재 공구 형태가 절삭부가 공구 끝이 아니고 끝에서 올라온 다른 높이값을 가지므로 공구 길이측정 시(편심 때문에 자동 공구측정기 적용시 측정 오류 날수도 있고..) 실제 절삭날 위치를 고려해서 공구길이값을 보정해야 합니다.
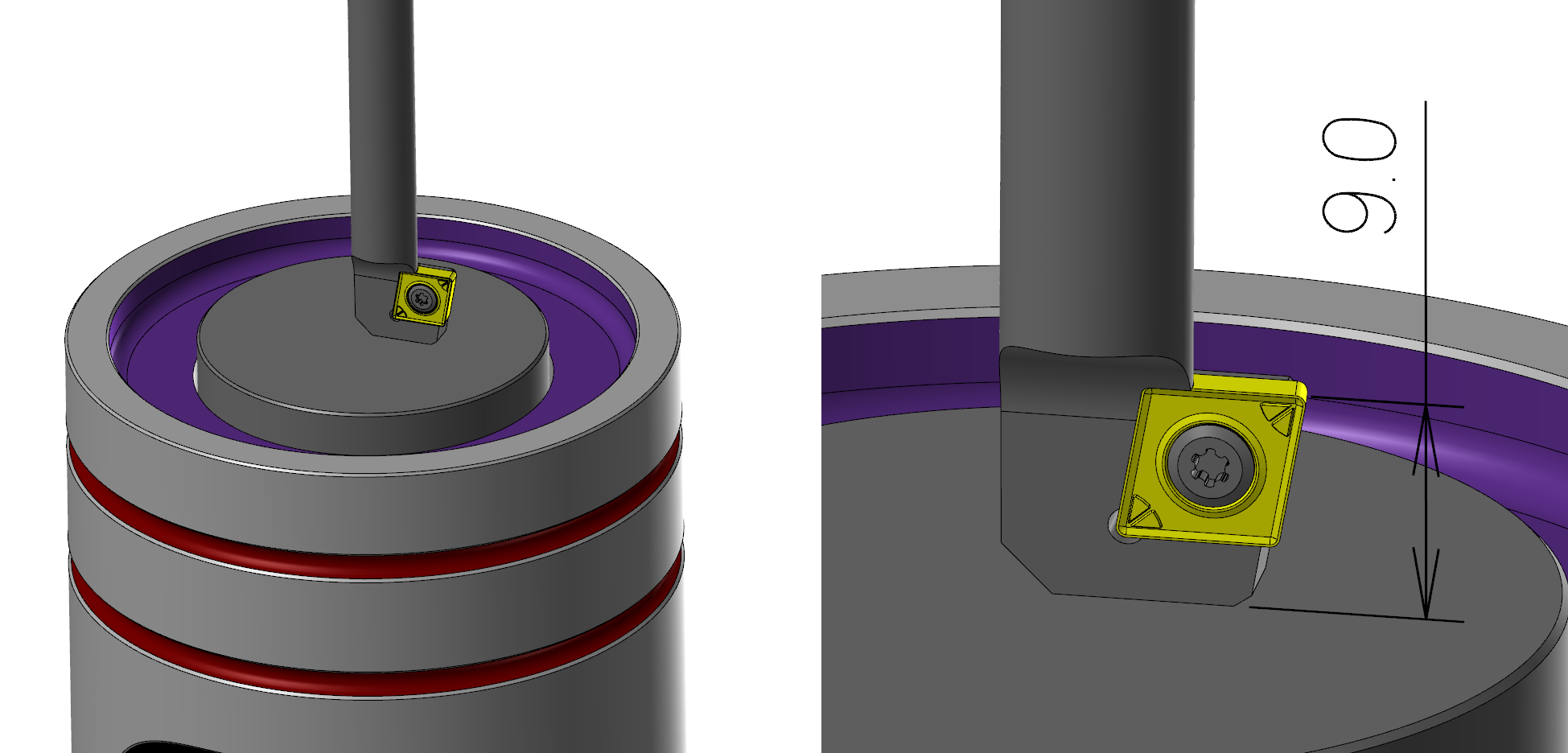
* 위 이미지처럼 실제 절삭날 부분은 9.0mm만큼 짧으므로 공구 길이 측정시 흔한 Z100.0 이 아닌 Z91.0으로 측정해야 하는 경우가 있습니다.
(실제 작업 환경에 맞게 설정하십시오)
그럼 먼저 가공경로를 생성하기 위하여 해당 도형요소(가공경로)를 생성합니다.

* 위 이미지의 청색선 도형요소가 가공경로으로 사용할(체인) 도형요소입니다.
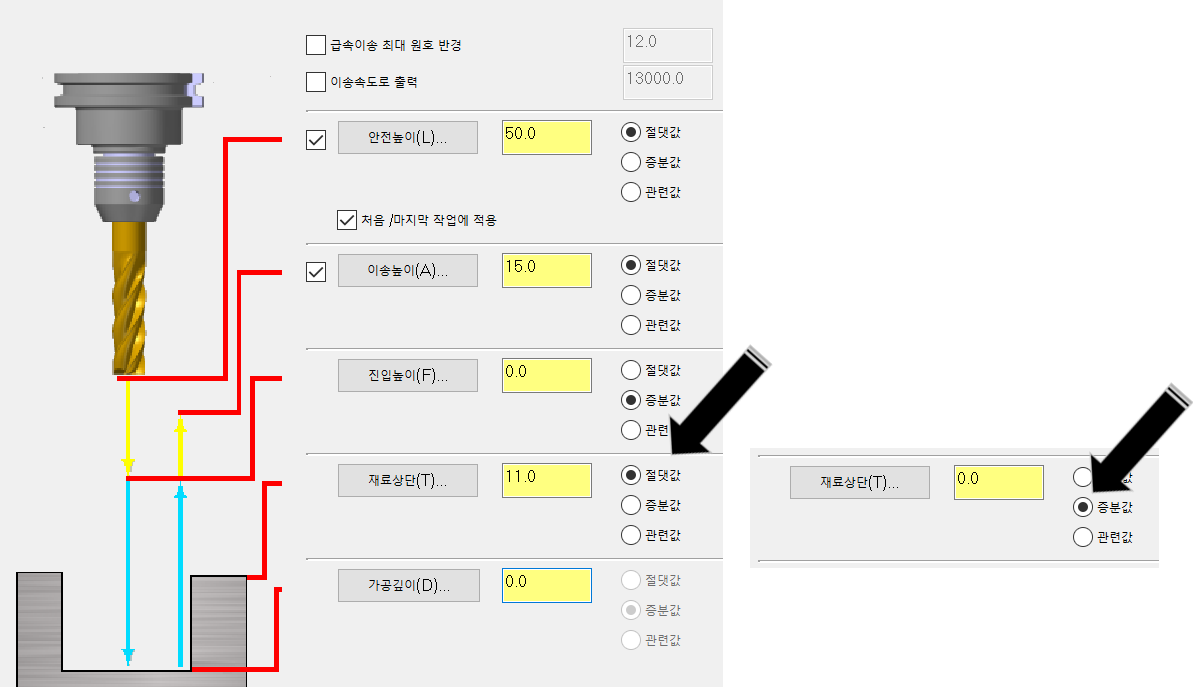
우선 해당 공구의 길이보정값이 +9.0 되어 있으므로 처음 진입 높이값(링크 파라미터는 재료상단)은 진입여유(안전주의)를 감안해서 2.0mm 정도 플러스해서 Z11.0에서 진입 시작 하는 것으로 했습니다.
* 지금은 예로서 공구중심축이 홀중심축 위치로 진입 시작하는 것으로 했지만 경우에 따라서 바로 절삭부(진입할 부분)의 중심축(오프셋 된) 위치로 바로 진입해도 무방합니다.
(양산 같은 경우 그냥 가공 시작높이값(Z-36.0) 위치까지 급속 진입 하는 것을 생각해 볼 수 있습니다.)
물론 초품등 작동 이상유무를 검증하고 나서 하셔야 하지만요.
이후 먼저 측정한 값인 공구 중심축과 절삭부(진입할) 중심축과 거리값 4.0(오프셋 할 값) 만큼 이동한 점을 기준으로 직선을 생성하고 그 위치에서 바로 수직진입할 직선을 Z-36(가공면은 Z-35이지만 가공준비 여유 및 혹시나 하는 소재 규격등 약간의 여유값(1.0) 정도를 두었습니다.)까지 생성하여 다시 진입 시 오프셋 거리를 복귀하는 반대 방향으로 직선을 생성해 주었습니다.
* 사실 하단 1.0 여유값을 두는 이유는 현재 해당 절삭공구가 미회전(M19방향 유지) 한 상태에서 진입하고 진입 후 절삭가공을 위하여 회전을 시작하는데 어느 정도 토크(스핀들 회전하는 힘?)가 생성되어야 하기에 잠시 여유값을 두는 것입니다.)

① 공구축 위치를 홀 중심축 위치로 이동하여 진입준비 높이값으로 이동
② 편심축 공구 이므로 진입할 절삭부 중심축과 홀 중심축 위치로 오프셋 이동
③ 절삭부 중심축과 홀 중심축이 일치한 상태로 수직 진입
④ 절삭가공(회전 전) 홀 중심축과 공구축 위치를 일치하게 하기 위하여 오프셋 복귀 이동
여기까지 과정을 마스터캠에서 구현한다면 윤곽 가공정의를 생성하여 해당 체인을 선택한 후 보정 종류는 "안 함", 윤곽 종류는 "3D"(보통의 경우 체인요소 3D좌표값을 가지고 자동 선택됩니다.)으로 하고 나머지 값은 기본값 또는 여유 없는 값으로 정의합니다.
* 주의 사항은 여기(Z-36.0) 이송 완료 하기 전 까지는 M19(Orientation) 상태를 유지하여야 한다는 점입니다.
그러므로 해당 가공정의 공구설정에서 이송속도는 입력하데 회전수는 "0"으로 두는 것을 권합니다.
물론 실직적으로는 나중에 심코에서 해당 지령을 수정할 때 다시 점검(회전 지령 여부) 해야 합니다

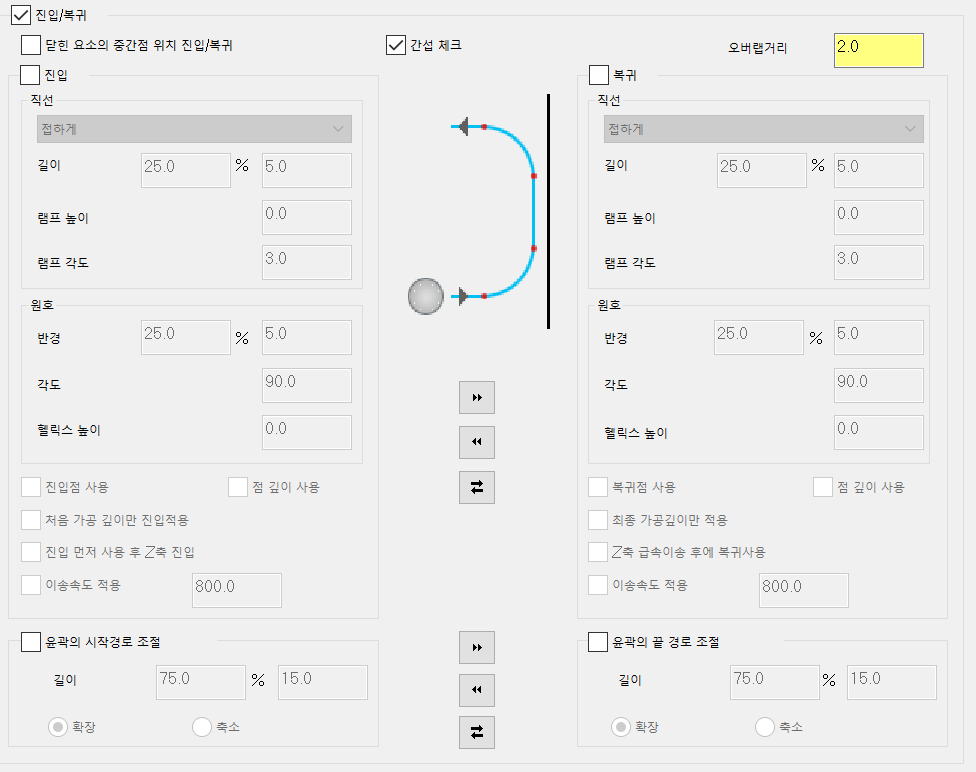
그다음 진입/복귀는 선택하지 않거나(비활성화) 진입 / 복귀 항목을 선택하지 않도록 합니다.
링크 파라미터는 작업자 선택에 따라 각 항목의 값을 정의해 주면 되며 재료상단 높이를 절댓값으로 지정 시 (Z11.0), 증분값(3D 도형요소의 경우 도형요소 좌표값에 따라간다는 의미)으로 지정 시(0.0)로 지정할 수 있습니다.
* 가공깊이값은 체인 선택한 도형요소 좌표값을 따라가므로 해당 항목은 자동적으로 비활성화됩니다.
이제 잔여 파라미터 항목은 작업자 환경에 따라 정의하고 해당 가공정의를 재생성합니다.

그럼 위와 같은 가공경로가 생성됩니다.
* 여기서 보면 당연하게 Z-36.0위 치에서 오프셋 복귀 위치로 가면 자동적으로 수직복귀가 이루워지는데 이것은 현재 가공경로 생성방식이 일반적인 캠작업 방식이 아닌 이렇게 생성된 가공정의를 토대로 가공데이터(NC DATA)를 심코 같은 텍스트기반 편집프로그램에서 수기로 손을 봐아야 합니다.
( 이점 주의 깊게 명심하셔야 합니다.)
대충 동영상으로 보면 다음과 같습니다.
그럼 이제 공구 위치는 Z-36.0위치에 왔으므로 절삭이송(공구 회전)하며 카운터 보어 깊이(M12기준 D12.0)만큼 +Z방향으로 회전하면서 이송하면 될 것(?) 같습니다.
이것은 크게 2가지 방법이 있는데..
1. 현재 위치에서 다시 D12.0 거리만큼 G01 절삭이송 지령을 수기로 작성하여 회전하며 +Z방향으로 이송하면 됩니다.
예로서
현재 공구위치 좌표값은(X50.0 Y-50.0 Z-36.0)이므로 이 위치에서 시작하는 좌표값을 사용하면 됩니다.
S1850. M3
G90G01 Z-23. F150
G01 Z-24.
X46.
M05
M19
G90G00 Z15. F1000
* 실제 적용 지령문은 해당 작업환경에 맞게 생성 작업하여야 합니다.
* 실제로는 현재 가공여유값(1.0)을 두고 있어 거리값 13.0를 기준으로 하여 적용합니다.
* 물론 2번처럼 드릴 팩 기동을 원하면 반복적인 G01/G00의 적용으로 가능(?)하기는 합니다.
2. 현재 위치에서 고속팩 드릴사이클(G73)을 사용하여 팩(Q) 값을 적용하며 이송이 되도록 드릴공정(G73) 가공정의를 생성합니다.

* 앞서 1번은 가공 시 팩(Q) 기동이 없지만 이 경우에는 팩 적용이 가능하므로 스틸류 가공에 유리합니다.
* 물론 G81 드릴 사이클을 사용하면 팩 기동이 없는 1번 같은 가공정의도 생성이 가능합니다.
* 다만 드릴 싸이클 적용 시 통상 방식의 반대로 적용되어야 하므로 링크 파라미터 값 지정에 주의하셔야 합니다.
(또한 1번 윤곽 가공정의 경우 G1 이송으로 이루어지므로 사실상 경로 확인에 사전확인(마스터캠 경로확인, 모의가공 적용 시)이 가능하나 드릴 사이클은 확인이 어렵습니다.)
이렇게 링크파라미터 항목 설정을 하면 출력 시 다음과 같이 드릴 사이클 지령문이 생성됩니다.
G99 G73 Z-23. R-36. Q.5 F150.
해석을 하면 해당드릴 사이클 과정을 R복귀점(Z-36.0)에서 시작하여 가공깊이(Z-23.0)까지 Q값(0.5) 적용하여 F150 이송속도로 올라가라는 의미가 됩니다.
* 선두의 G99는 사실상 G99, G98, G90 어느 것을 써도 R점 복귀인 G73 드릴 싸이클로 작동합니다.
이것을 조작판 화면으로 보시면 다음과 같습니다.
* 화면을 보시면 일단 싱글블록을 걸고 한 블록씩 실행한 것으로 중요 포인트는 Z-36.0까지 이송된 후 G73 드릴 사이클이 실행 되면 Z-36.0에서 Z-23.0 까지 팩(0.5)가 반복되며 이송하다가 Z-23.0위치에 오면 R점 복귀(Z-36.0)위치로 되돌아갑니다.
(당연히 R점 위치가 Z-36.0이므로 되돌아가게 됩니다.)
이후 드릴 싸이클 종료하고 M19로 원래 진입방향으로 되돌아 간다음 다시 오프셋 복귀하고 해당 이송높이값(Z15.0)으로 복귀한 후 Z 축 원점복귀를 하게 됩니다.
이렇게 가공정의를 생성 완료 하였으면 일단 포스팅하여 NC데이터를 출력해 봅니다.

* 계속 말씀드리지만 절대 이 가공정의를 그대로 출력해서 그대로 사용하시면 안 됩니다. (주의사항!!!)
그래서 해당 가공정의 공구 파라미터 항목의 주석문에 다음과 같은 경고문을 입력하여 혹시나 다른 작업자가 작업하더라도 그대로 사용하게 되는 것을 피하게 하여야 합니다.

"현 가공정의는 임시적인 프로그램 이므로 절대 그대로 사용하지 말고 반드시 수기로 수정하여 사용하시기 바랍니다."
이렇게 하여 우선 마스터캠 기본 포스트(post)인 MPfan.pst를 사용하여 포스팅하였습니다.

* 출력된 NC데이터를 보면 위에서 언급한 주석문이 그대로 출력되므로 다른 작업자가 모르고 출력해도 그대로 사용하면 안 되는 것을 알 수 있을 것입니다.
(만일 작업자가 외국인이면....?)
일단 복잡한 주석문은 삭제하고 원본 NC데이터와 수정된 NC데이터를 비교해 보겠습니다.
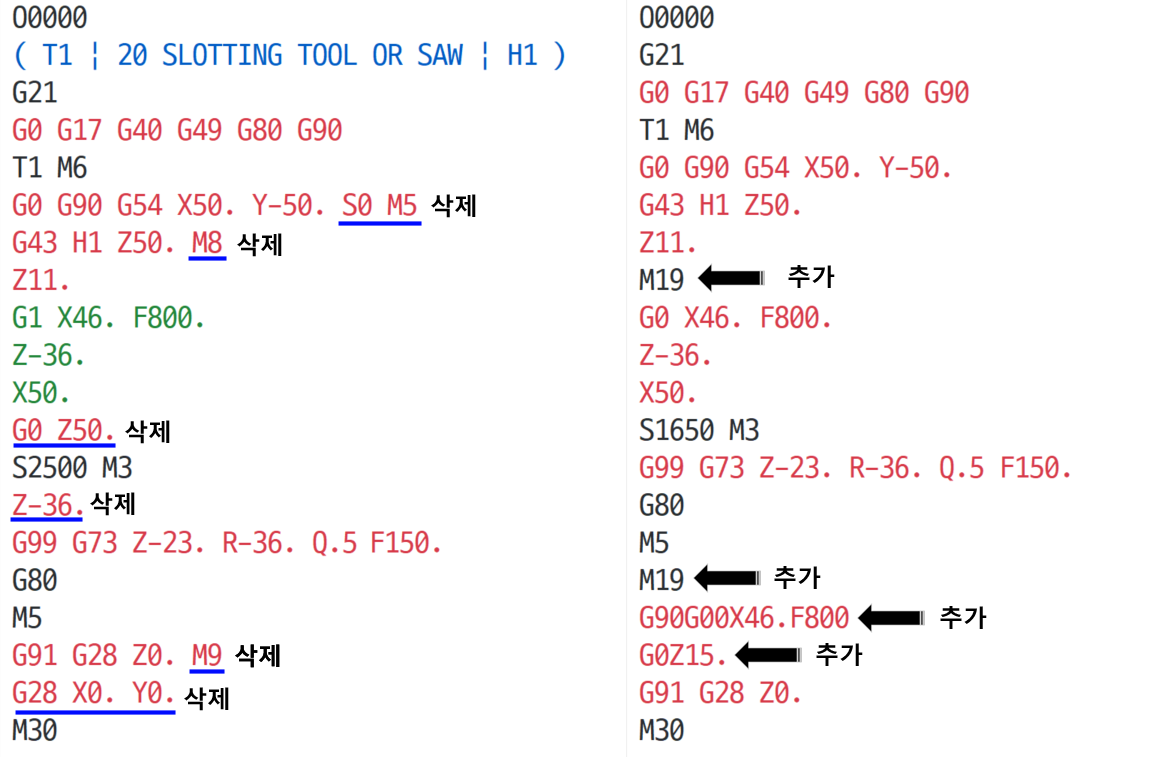
* 중간의 G01으로 출력된 것을 G00으로 변경된 부분이 있는데 이것은 기본적으로 화낙(Fanuc) 시스템에서는 G01은 스핀들이 회전 중에 적용되는 절삭 이송 지령이라 위와 같이 스핀들이 회전되지 않는(M19 상태)에서 지령되면 알람이 발생합니다.
그래서 만일 해당 장비에서 회전 없이 G01 이송이 되면 그대로 쓰고 만일 알람 발생 시 별도 해당 알람 무시 M코드를 지령하거나 별도 장비 파라미터값을 수정하여야 합니다.
그럼 출력된 NC데이터와 실제 공구 이송형태를 살펴봅니다.



이로서 해당 백 카운터 보어 가공(편심축 공구)에 대한 방식을 설명하였습니다.
그런데... 사장님 왈.... 그 백 카운터 보어의 면취는 누가 하냐?.......... 는 다음 기회에.....
'마스터캠 2021 기능 교육 자료(초안) > 마스터캠 2021 활용 소소한 팁' 카테고리의 다른 글
| 마스터캠 2021를 활용한 언더컷 형태 곡면 3D 가공경로 생성 방법중 한가지 예..-2 (4) | 2025.08.19 |
|---|---|
| 마스터캠 2021를 활용한 언더컷 형태 곡면 3D 가공경로 생성 방법중 한가지 예..-1 (3) | 2025.08.18 |
| 식품 재료 이송용 더블 헬리컬 기어 모델링 및 가공경로 생성에 관하여-4 (1) | 2025.06.30 |
| 식품 재료 이송용 더블 헬리컬 기어 모델링 및 가공경로 생성에 관하여-3 (3) | 2025.06.25 |
| 식품 재료 이송용 더블 헬리컬 기어 모델링 및 가공경로 생성에 관하여-2 (8) | 2025.06.19 |