

이번에도 저번에 이어서 어드밴스 드릴 가공정의 생성하는 방법에 대하여 알아보겠습니다.
이번에는 2가지를 같이 설명합니다.
1. 선공정에서 가이드홀 형식의 일정깊이 홀가공이 종료된 홀에 어드밴스 적용 드릴이 이송 시 에어이송(?)될 구간은 빠르게 지나가고 실제 가공 시작깊이부터 실 드릴 가공 이송이 실행되는 경우
2. 소재 상단에서 부터 드릴 가공이송이 되지만 소재 중간부에 이미 가공 완료된 구간(빈 공간)이 있어 이 구간은 빠르게 이송 후 다음 실 가공깊이부터 절삭이송이 되도록 가공정의를 생성하는 경우
일반적인 드릴 싸이클 공정을 적용하면 아래와 같이 이송합니다.

어드밴스 드릴 적용 모의가공
그럼 이러한 드릴 공정을 어드밴스 드릴 가공정의 생성하는 방법을 설명하겠습니다.
* 사실 앞서 설명한것을 참조하시면 이후 여기서부터는 같은 방식이 반복 사용되는 것을 알 수 있습니다.
우선 각 드릴공정의 가공깊이값은 아래와 같습니다.

우선 가이드홀#1 (DP-40.0)부분을 빠르게 통과 후 칩브레이크 싸이클로 가공완료 하는 가공정의를 생성합니다.
여기서 잠시 홀 위치 선택하는 방법중의 다수의 홀 선택 시 유의 사항을 먼저 말씀드립니다.
가공경로 홀 정의 창에서 해당 홀 위치를 선택함에 있어서 선택한 홀의 위치 좌표값(Z값 무관) 하게끔 되어 있습니다.
그러므로 같은 위치(X, Y값)의 다수의 선택요소(Z값이 다른)를 선택하더라도 최초 선택한 1개 요소만 선택되게 됩니다.
* 해당 선택 도형요소의 속성값이 달라도 선택 점위치가 동일하면 선택 자체가 무효화(선택이 안됨) 됩니다.
이것은 원호 마스크와 같은 기능을 사용하여도 마찬가지 입니다.
* 위 동영상처럼 다수의 원호를 선택 했지만 실제로는 위치값이 다름 2개 원호만 선택됩니다.
또한 와이어프레임 도형요소 선택과 솔리드홀 선택은 분리해서 선택됩니다.
그리고 솔리드 홀 선택시 선택한 형태의 다수의 홀위치가 선택되지만 이러한 홀위치 순서가 정렬(Sort)되진 않아 사실상 무의미 해집니다.
* 다수의 동일위치 홀요소가 선택된다고 해도 어드밴스 드릴의 세그먼트에 그 홀위치 깊이값(Z)이 반영되지 않습니다.
그러므로 이러한 홀위치 선택은 정성스럽게 하나하나 선택하시기 바랍니다.
* 물론 홀 위치값이 다른 다수의 홀의 경우 원호마스크 기능이 적용 가능 합니다.
* 어드밴스 드릴의 세그먼토 초기값은 -20.0으로 고정되어 사실상 선택한 홀 선택요소 깊이값이 세그먼트에 반영되지 않습니다.
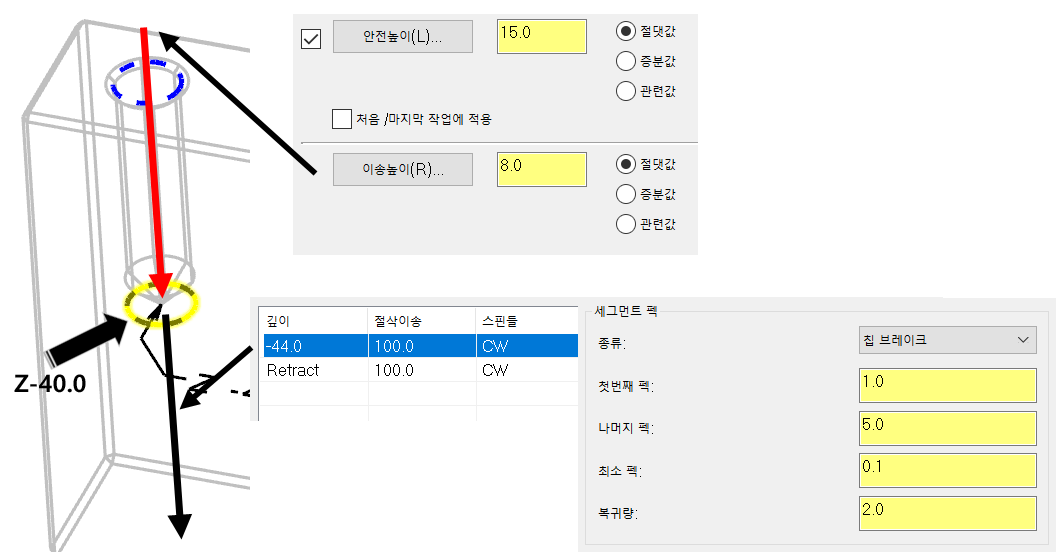
다시 본론으로 되돌아와서 가이드홀 이 전공정에서 작업된 후 Z-40.0위치에서 드릴 사이클을 생성하는 가공정의를 생성하겠습니다.
먼저 해당 위치의 홀 선택요소를 가공경로 홀 정의 창에서 선택합니다.

선택방법이 2가지가 될수 있는데.. 소재상단 홀 위치요소를 선택한 경우와 가이드홀(가공이 시작될 깊이값) 위치 요소를 선택한 경우가 있습니다.
* 2가지다 어드밴스 드릴 가공정의 생성 시 기본 세그먼트 값은 동일하게 Z-20.0이 정의됩니다.
다만 어드밴스 드릴 초기 세그먼트(구간) 시작점 위치가 틀려집니다.
그럼 우선 소재 상단(Z0.0 기준) 홀 위치요소를 선택한 경우 아래와 같이 어드밴스 드릴 세그먼트 항목을 생성하여야 합니다.

* 소재 상단(Z0.0)의 홀 위치요소를 선택하였으므로 첫 번째 세그먼트의 구간 최소/최댓값은 Z0.0 ~ Z-40.0이 됩니다.
(사실 가이드홀의 정확한 가공깊이를 알기 어려울 수 있으므로 살짝 여유값(대략 Z-39.0에서부터 시작?)을 주기도 합니다.)
첫 번째 세그먼트는 가이드홀 구간(에어구간)이므로 절삭이송 속도보다 살짝 크게(미세하게나만 절삭이 되므로) 정의하고 별도 팩작업 없이(세그먼트 팩 "안 함") 절삭 이송합니다.
* 간혹 홀확장 가능성을 고려하여 가이드홀 직경을 살짝 작게(공구 흔들림 정도 커버할 가공여유값) 가공하는 경우도 있으니 이때는 별도로 절삭조건을 정의하여야 합니다.
두 번째 세그먼트는 실 절삭 이송이 시작하는 구간 이므로 세그먼트 깊이값을 -84.0(-4.0은 드릴 날끝 관통 여유값)으로 정의하고 절삭이송 이므로 칩브레이크 방식으로 정의합니다.
* 세그먼트 팩 첫 번째 팩값은 초기 소재 진입값인데 센터링 고려하여 작게(1.0)으로 하고 다음 팩부터는 G73 팩(Q) 값으로 5.0(복귀값 2.0)으로 정의하였습니다.
* 소재 관통 시 드릴 날끝 확장값은 세그먼트 (-80.0)으로 하고 날끝 보정 적용과 확장 깊이값으로 조절하여도 동일한 이송이 이루어집니다.
링크 파라미터는 현재 다른 홀(있다면..)로 이송을 고려하여 안전 높이값을 이송 높이값으로 산정하여 정의하는 것이 좋습니다.
* 이송 높이값은 홀 위치 선택요소의 높이값기준 증분값 적용과 안전 높이를 "처음/마지막의 작업에 적용"을 활성화하면 이송 높이값으로 이송됩니다.

* 안전 높이값으로 홀 간 이송 됩니다.

* 이송 높이값으로 홀간 이송 됩니다.
그리고 두 번째 실제 가공이 시작되는 높이값(Z-40.0)의 홀 위치요소를 선택한 경우는...
일단 링크 파라미터 이송높이값(Z+8.0)에서 해당 홀 위치요소 높이값(Z-40.0)까지는 첫 번째 세크먼트에 지정된 절삭 이송속도로 이송됩니다.
* 앞서 홀 위치요소(Z0.0)를 선택한 경우에도 마찬가지로 링크 파라미터 이송높이값에서부터 첫 번째 세크먼트 지정된 절삭 이송속도로 이송됩니다.
다만 (주의 사항) 선택한 홀 위치요소의 높이값이 (Z-40.0) 이므로 어드밴스 드릴 세그먼트의 깊이값은 그 선택요소의 깊이값(Z-40.0)에서 증분 된 값을 입력하여야 합니다.

* 위 이미지처럼 Z-40.0 홀 위치요소 높이에서 잔여 가공깊이(Z-80.0 + 날끝 깊이 확장값 -4.0 = -44.0) 값 적용되는 세그먼트만 생성하여야 합니다.
다만 위 2가지 방식은 포스팅하여 출력 데이터를 보면 큰 차이점 없이 거의 동일하게 출력됩니다.
그렇지만 앞서 예제에서 카운터보어 형태(#2) 같은 경우 사실상 빈 공간 진입 이므로 절삭 이송속도 보다 급속이송으로 들어오는 것이 유리하므로 카운터 보어 바닥 높이(Z-20.0)의 홀 위치요소를 선택한 후 링크 파라미터값을 증분값으로 지정하면 그 이송높이 까지는 급속으로 이송하고 Z-20.0부터 드릴 가공 싸이클로 이송 합니다.

앞서 카운터보어 형태(#2)의 경우 링크 파라미터의 이송높이값을 절댓값/증분값을 선택 시 카운터보어(빈 공간) 구간 이송 방식이 달라진 것 을 볼 수 있습니다.
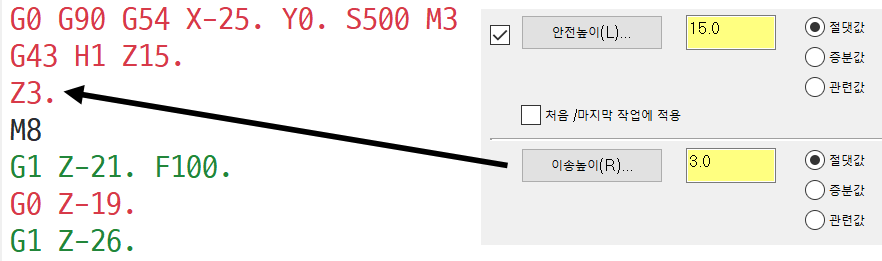
* 이송높이 절대 높이값으로 적용한 경우는 절삭이송 속도로 이송됩니다.
(물론 이송높이 값을 절대 -17.0으로 지정하면 증분값으로 지정한 것과 동일한 급속이송으로 이송됩니다.)
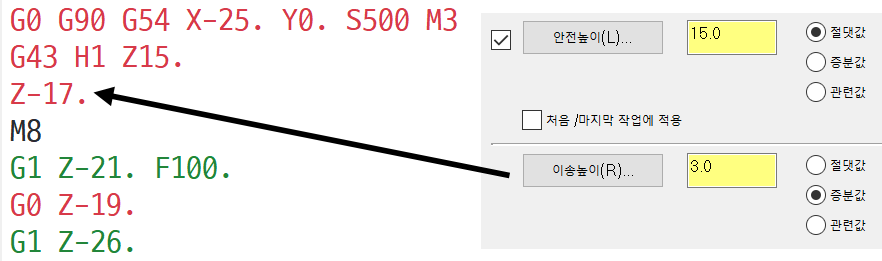
* 이송높이 증분 높이값으로 적용한 경우는 급속이송 속도로 이송 됩니다.
거기에 살짝 더한다면 다수의 동일한 형태(카운터 보어)의 이송높이 증분값 적용 시 안전높이로 다른 홀로 이송되므로 안전 높이값은 가능한 절댓값으로 설정하는 것을 권장합니다.
* 다만 계단식으로 형태가(각 홀 별로 가공 시작 높이가 다른 경우) 다른 경우는 앞서 설명한 것처럼 절댓값과 증분값을 적절히 적용하셔야 합니다.
그러면 이번에는 두 번째 방식(#3)의 경우를 살펴보겠습니다.

이경우는 소재 상단부터 가공이 시작되므로 당연히 상단 홀 위치요소를 선택합니다.
* 사전에 각 가공홀 시작/종료 구간 높이값은 측정하여야 합니다.
예제는 첫 번째 가공구간은 Z0.0 ~ Z-25.0, 두 번째 가공구간은 Z-55.0 ~ Z-80.0이고 중간의 빈 공간이 Z-25.0 ~ Z-55.0에 있습니다.

그리고 각 부분 세그먼트는 다음과 같이 정의하였습니다.

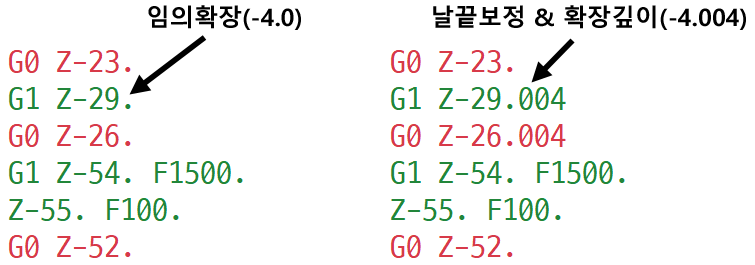
첫 번째 관통구간(Z0.0~-25.0)의 특징은 우선 관통되는 공정이므로 깊이값을 -25.0보다 낮은 값(-29.0)을 지정하는 것 대신 날끌 보정과 확장깊이로 보충하였습니다.
* 두 가지 방법(깊이 임의확장, 날끝보정 & 확장깊이)적용시 출력되는 NC데이터는 사실상 동일합니다.
다만 적용되는 값(임의확장은 -4.0, 날끝 보정값(118도 기준 -3.004)+확장깊이값(-1.0)만 틀리게 적용됩니다.
그다음 빈 공간 부분은 Z-25.0 ~ Z-55.0이므로 세그먼트 깊이값을 1.0 여유 두고 -54.0으로 절삭이송(스핀들 회전을 유지하므로 G00이 아닌 G01로 이송) 합니다.
두 번째 관통구간(Z-55.0~-80.0)은 아까 일차와 동일한 방식의 공정 이므로 세그먼트 깊이값은 Z-80.0으로 두고 날끝 보정값과 확장깊이값(-1.0)으로 연장 이송하도록 합니다.
* 다만 아까 빈 공간(Z-25.0~-55.0) 이송될 때 혹시나 하는 마음에서 공구의 고속이송을 Z-54.0에 멈추게 하였습니다.
그리고 다시 가공소재 깊이 Z-55.0에 센터링 기능의 -1.0 깊이가공(앞서 Z0.0에서 진입 시와 동일한 기능)을 해야 하는데, 현재 세그먼트 시작 깊이값이 Z-54.0으로 되어 있으므로 Z-55.0에 깊이-1.0(-56.0)에 첫 번째 팩을 주기 위하여 두 번째 관통 세그먼트 팩 항목의 첫 번째 팩값을 2.0으로 주어 실제로는 가공 깊이 -1.0 이송되도록 설정하였습니다.
이러한 형식으로 어드밴스 드릴 가공정의를 생성하여 다소간의 가공공정을 줄일 수 있는 방법 등이 있어 가공형태에 따라 적절하게 조합하여 사용하는 것을 권합니다.
어드밴스 드릴 가공정의 활용 예를 하나 더 설명한다면.
드릴 가공 중 다수의 홀 작업 시 선 공정의 제거되지 못한 드릴칩(기루꾸)이 드릴에 말린 상태로 다음 홀 공정에 진입하여 홀진입부의 스크래치(흠집)나 가공면의 대한 조도의 불량등의 원인이 되는 경우가 있습니다.
그래서 여러 가지 방법이 있지만 제일 간단한 방법 중 하나가 드릴 공정 완료 후 R점복귀(이송높이) 지점에서 잠시 스핀들의 역회전으로 현재 드릴에 감겨있는 칩(기루꾸)등을 풀어내어 다음 홀 공정시 어느 정도 깨끗한 상태의 공구로 가공진행을 할 수 있도록 하는 방법입니다.
간단하게 해당 동영상을 보면..
* Haas에서 제공하는 자체장비 교육 유튜브 영상중 일부분입니다.
요점은 간단하게 동일한 세그먼트를 가진 다수의 홀가공시 먼저 해당 1개소의 홀 가공이 완료되면 일단 별도의 복귀 세그먼트를 생성하고 이송높이에서 잠시 스핀들 역회전 시키는 지령을 실행하고 원래 복귀 세그먼트(Retract)를 실행합니다.
여기서는 먼저 생각해야 할 문제가 있는데 링크 파라미터의 안전높이값과 이송높이값에 대한 정의를 먼저 생각하여야 합니다.
가공 순서를 먼저 정의하면.

1. 이송높이(Z+15.0)에서 드릴공정을 시작하여 소재 관통하는 깊이(Z-20.0)까지 가공 세그먼트를 정의합니다.
2. 먼저 현재 절삭조건(스핀들 회전방향)을 유지하며 가공홀에서 벗어납니다.
(복귀 위치 Z+5.0)
3. 이송높이(Z+15.0)까지 이송하는 과정에서 역회전(CCW)을 실행하며 일시정지(드웰)를 진행합니다.
* 드릴 칩 제거를 위해서 살짝 높은 위치로 복귀하는 것을 권장합니다.
4. 원래 스핀들 방향(CW)으로 회전 지령 후 다음 가공 홀로 이송합니다.
(Retract 세그먼트)

이 어드밴스 드릴 가공정의를 포스팅하여 출력해 보면 다음과 같이 출력됩니다.

이러한 어드밴스 드릴의 특성을 살리면 여러 가지 형태의 드릴 공정 형태를 생성할 수 있습니다.
'마스터캠 2021 기능 교육 자료(초안) > 마스터캠 2021 활용 소소한 팁' 카테고리의 다른 글
| 마스터캠 2021 윤곽 가공경로의 경사 가공 적용하는 방법에 대하여-2 (2) | 2025.12.28 |
|---|---|
| 마스터캠 2021 윤곽 가공경로의 경사 가공 적용하는 방법에 대하여-1. (1) | 2025.12.10 |
| 마스터캠2021를 활용한 어드밴스 드릴(Advanced Drill)의 사용법에 관하여 -3(가공정의 생성) (1) | 2025.09.05 |
| 마스터캠2021를 활용한 어드밴스 드릴(Advanced Drill)의 사용법에 관하여 -2(파라미터 설명) (3) | 2025.08.30 |
| 마스터캠2021를 활용한 어드밴스 드릴(Advanced Drill)의 사용법에 관하여 -1(기초 설명) (7) | 2025.08.26 |