


자 이제 머시닝이 가공준비가 완료되었습니다.
그럼 머시닝 장비에 가공 프로그램을 입력하여 가공 준비를 해야 합니다.
이러한 사전 철차인 머시닝 장비 데이터 입력 방식 (I/O채널 설정)에 대하여 알아보겠습니다.
머시닝장비에 해당 가공데이터를 입력하기 위한 방법의 종류(DATA IN/OUT = I/O)를 먼저 정의하여야 합니다.
머시닝장비에 데이터를 입력할 수 있는 방식 은 다음과 같습니다.
1. RS232C Cable (25 Pin) 연결 방법
2. LAN Cable (RJ45) 연결 방법
3. CF CARD (PCMCIA) 연결 방식
4. USB MEMORY (FAT) 연결 방식
5. DATA SERVER (LAN) 적용 방식
6. CNC MEMORY 적용 방식
* 6번 CNC MEMORY 방식은 데이터 연결 방법이 아니지만 기본적으로 자주 사용하는 방식이라 같이 설명합니다.


* DTSVR HOST는 허브(HUB)를 통한 다중 장비에 연결하는 소규모 네트워크 사용기 적용 되는 방식입니다.
* 간단히 얘기하면 인터넷 공유기에 여러 컴퓨터 연결하여 직렬 사용하는 방식입니다.
다시 설명하겠습니다.
1. RS232C Cable (25 Pin) 연결 방법
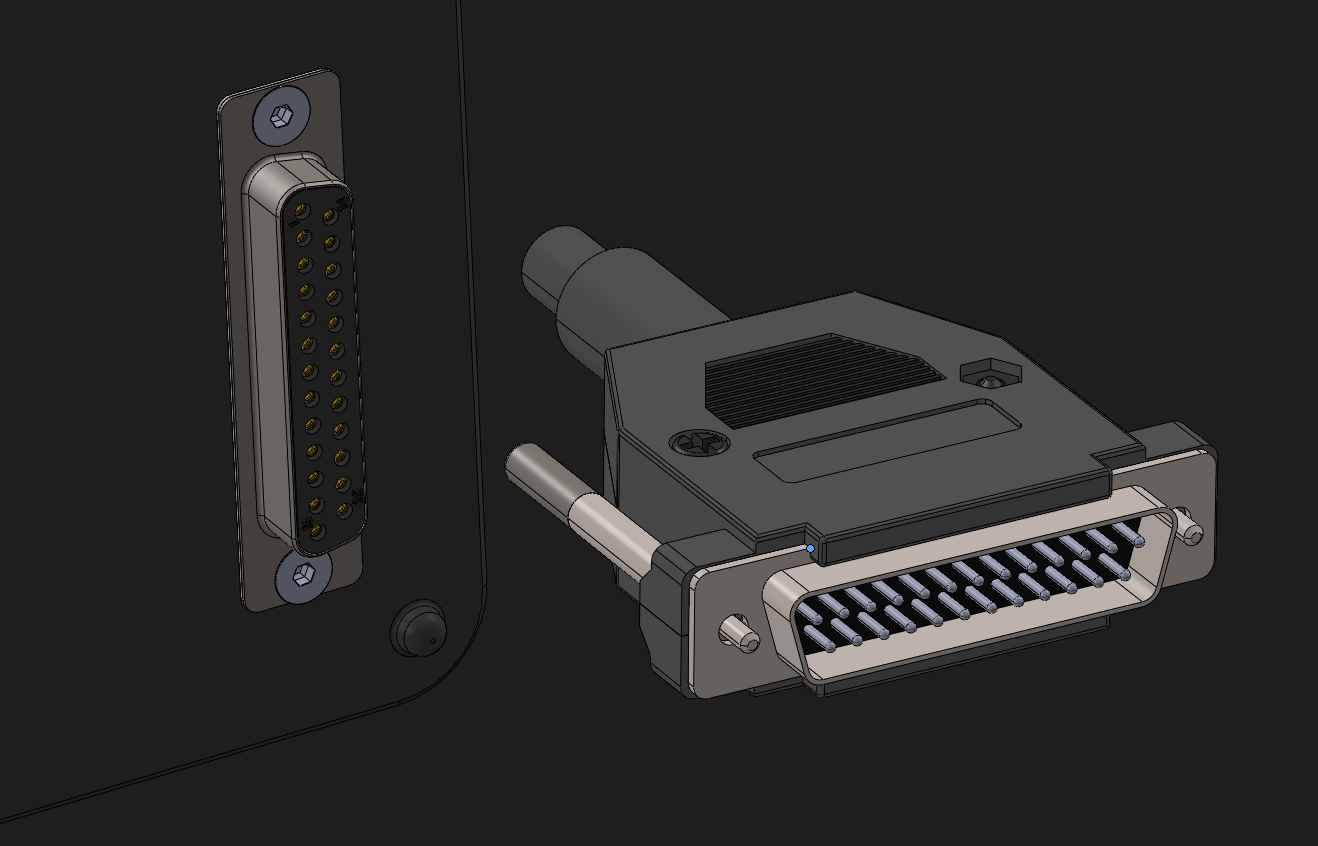
RS232 방식은 시리얼전송방식(직렬 : Serial Communication)은 1대 1 단방향 전송방식입니다.
그러므로 다음과 같은 특징이 있습니다.
1. 작업자 컴퓨터와 머시닝 장비 1대 1로 연결됩니다.
2. 단방향 전송방식으로 동시 전송은 안됩니다.
이러한 이유로 주로 DNC(Distributed Numerical Control) 직접수치제어 (실시간 전송) 방식으로 사용되며 이는 가공할 데이터를 실시간으로 전송하여 바로 머시닝장비에 지령하는 방식으로 사용됩니다.
3. 전송 중 일시중지는 가능하나 도중에 중지 또는 이어서 재전송 전송 후 수정 저장 이 안됩니다.(별도의 DNC 전송장비 가 있는 경우는 좀 다릅니다.)
4. 별도의 전송 중계기 (DNC) 가 있는 경우 여기에 전송 저장 하여 머시닝 장비에 DNC 전송 가공이 가능합니다.
5. 전송중 머시닝장비 또는 작업자 컴퓨터에서 전송실폐(연결 케이블 절단, 작업자 컴퓨터 재부팅, 머시닝장비 이상 등등) 발생 시 재작업(처음부터 전송) 하여야 합니다.
6. 이러한 이유로 작업자 컴퓨터에는 별도의 DNC전송 프로그램(CIMCO EDIT 등)을 사용하여야 하며 전송 중 컴퓨터는 정상 가동 중이어야 합니다.
7. 간혹 전송속도 문제로 가공속도(지령완료시간) 보다 전송속도(가공데이터 전송)가 느린 경우 (주로 점데이터 사용 시) 머시닝장비가 들썩둘썩(가다 서다 반복하는 것 같은) 하는 현상이 발생하므로 전송속도를 높이거나(한계값이 있습니다.) 가공데이터전송 방식을 다른 방법(메모리 매체사용)으로 전환하여야 합니다.
8. 해당 머시닝장비의 기본메모리(CNC MEMORY)가 작거나 대용량 가공 데이터를 보내야 하는 경우(장시간 가공)에 사용합니다.
9. 그 외에 가공데이터 자체가 작은(CNC MEMORY에 충분히 들어갈 수 있을 정도로) 경우 단순 전송 역할로 해당 머시닝 장비의 (CNC MEMORY)에 입력하여 전송 후 이를 CNC MEMORY에서 실행하는 방법도 있습니다.
*사실 요즘은 이러한 용도(단순전송기능만 사용)로 사용하는 비중이 높습니다.
*RS232 포트형태는 각 장비메이커에 따라 틀리면(25 PIN , 9 PIN) 컴퓨터 쪽 연결부 (시리얼 포트)가 사라지는 추세라 USB 포트 형태로 이루어진 것도 많습니다.
*실제 DNC 적용 방법은 차후 다시 설명하겠습니다.
2. LAN Cable (RJ45) 연결 방법

LAN 방식은 우리가 흔히 얘기하는 인터넷 랜선 형태를 하고 있습니다.
(세부적으로 틀립니다. 인터넷 또 일반 공유기 연결 케이블과 달리 크로스 케이블 형식의 케이블을 사용해야 합니다.(랜선의 형태는 동일하므로 착오에 주의하셔야 합니다.))
*보통의 경우 RS232 방식이 기본 LAN 방식은 옵션으로 장비에 장착되는 경우가 구형장비에 많으나 요즘 추세는 둘 다 장비에 장착되어 있으며 이경우 랜선을 주로 사용합니다.
1. 기본적인 전송형태는 RS232와 동일합니다.
*LAN 케이블 자체가 단방향이 아닌 양방향 통신이 가능하나 실제적으로는 단방향 통신만 사용됩니다 (그래서 크로스 케이블 타입을 사용합니다.)
2. 다만 RS232 방식에 비하여 데이터 전송속도가 무척 빨라 실시간 전송 시 전송부하가 걸리는 경우도 적고 전송 오류나 기타 문제 발생 문제가 적어 사용자가 많은 형태입니다.
3. 전송 프로그램(DNC , FTP 프로그램)도 사실상 RS232 방식과 동일한 방식을 사용합니다.
4. 같은 내용으로 해당 장비의 CNC MEMORY에 입력도 가능하여 단순 가공데이터 전송에 사용됩니다.
5. 위 RS232와 동일한 이유로 해당 장비에서 호출프로그램 방식으로 사용할 수는 없습니다.(CNC MEMORY에 입력하여 CNCMEMORY에서 호출하여 사용할 수밖에 없습니다.)
*실제 DNC 적용 방법은 차후 다시 설명하겠습니다.
3. CF CARD (PCMCIA) 연결 방식

CF card(메모리카드 : CompactFlas card)는 컴퓨터에서 사용하는 메모리 저장장치의 한 종류입니다.
그래서 실제로는 머시닝장비의 입력출력장치 인터페이스 중 PCMCIA 입출력 방식을 이용한 CF 메모리 저장장치 사용을 의미합니다.
* 해당장비의 입출력 인터페이스는 PCMCIA 포트에 접속한 PCMCIA어댑터에 장착된 CF 메모리 카드 사용을 말합니다.
* 즉 해당 CF 메모리 카드를 사용하시려면 별도의 PCMCIA 어댑터가 필요합니다.
* 경우에 따라 PCMCIA 어댑터에 SD카드 같은 다른 형태의 어댑터 도 존재 합니다.
CF card는 규격상 크게 사용불가 한 것은 없으나 (용량의 차이 : 주로 1~2G 미만의 용량을 기준합니다.) 해당 메모리카드 의 포맷방식(FAT , FAT32는 적용가능 NTES은 불가)에 따라 적용됩니다.
* 보통의 경우는 FAT 포맷된 메모리만 사용가능하나 최근 화낙버전에 따라 FAT32 방식을 사용가능한 장비도 있습니다.
* 만일 대용량 2G 이상의 용량의 메모리 사용 시 FAT 포맷적용을 위하여 2G 이하의 용량으로 파티션을 생성하여 머시닝 작업전용으로 사용하셔야 합니다.
1. 기본적으로 작업자 컴퓨터에 CF 메모리를 장착하여 가공데이터를 복사 후 그 메모리카드를 해당 장비에 장착하여 가공데이터의 입출력 또는 DNC 가공 또는 호출프로그램 형식으로 사용 가능합니다.
*그래서 CF 메모리 카드가 현재로서는 머시닝장비 표준 휴대용 메모리 저장장치로 사용됩니다.
2. 사용자체는 해당장비에 메모리카드 장착 후 해당 화낙 조작반 조작에 따라 사용됩니다.
3. 가공데이터 입출력 또는 해당장비 파라미터 백업등 다용도로 사용 가능 합니다.
*실제 메모리 카드 조작 방법은 차후 다시 설명하겠습니다.
4. USB MEMORY (FAT) 연결 방식

USB Memory(Universal Serial Bus) 범용직렬 방식 메모리 저장장치의 한 종류입니다.
흔히 컴퓨터 이동형 저장장치로 많이 사용하시는 입니다.
USB-ATYPE 소켓을 사용하며 통상 2기가 이내 FAT방식으로 포맷된 저장매체를 사용하셔야 합니다.(CF card 동일)
1. CF card방식과 동일하게 가공데이터를 해당 USB에 저장하여 해당 장비 조작판 USB 소켓에 장착하여 사용하며 특이한 점은 CF 방식과 달리 DNC 기능이나 호출형태의 프로그램 불러드리기 가 안됩니다.
2. 가공데이터의 입출력만 가능하며 USB 내 가공데이터를 직접 실행 불가능 하며 반드시 다른 매체(CNC MEMORY)에 저장하여 해당 저장매체에서 사용하셔야 합니다.
3. CF 경우와 마찬가지로 사용자체는 해당장비에 USB 메모리 장착 후 해당 화낙 조작반 조작에 따라 사용됩니다.
4. 가공데이터 입출력 또는 해당장비 파라미터 백업등 다용도로 사용 가능 합니다.
*실제 USB 메모리 방법은 차후 다시 설명하겠습니다.
5. DATA SERVER (LAN) 적용 방식

Data Server는 해당 장비 내에 별도의 저장장치(주로 CF card)를 내장하여 직접 DNC 기능을 자체적으로 실행가능하게 한 장치입니다.(옵션 품목입니다.)
주로 LAN선에 의하여 연결되어 작업자 컴퓨터에서 별도 FTP프로그램 등으로 전송 후 저장되어 (데이터서버 자체 메모리) DNC 실행, 호출형태 실행 , 다른 저장매체와의 입출력이 가능합니다.
1. 장 비네 별도 저장장치에 저장된 가공데이터를 사용하므로 빠른 조작이 가능하며 반복실행등의 사용이 간편하다는 장점이 있습니다.
2. 다만 기본적으로 단방향 전송 계념이라서 데이터서버에 저장된 가공 데이터의 수정이 불가능하며 다른 저장매체에서 데이터서버 저장장치로 입력(저장) 이 안 되는 단점이 있습니다.
3. 기본적으로 데이터서버 와 LAN전송방식을 동시 혼용해 사용하지 않습니다.
4. CNC Memory(640KB) 보다 대용량(1~2기가) 저장이 가능하여 3D 가공 또는 점테이터 , 양산 다품목 등 고정 사용되는 가공데이터 경우 활용성이 높습니다.
*실제 Data Server 사용 방법은 차후 다시 설명하겠습니다.
6. CNC MEMORY 적용 방식
CNC memory는 해당장비 기본내장된 저장장치입니다. (기본 640Kb)
* 그러한 관계로 별도의 I/O 채널 번호가 존재하지 않습니다.
1. 장 비네 기본저장장치로 가공데이터 말고 기본적으로 장비운영에 필요한 기본프로그램(8000~9000번대 프로그램 : 톨체인지 같은 매크로형태 프로그램)이 들어 있어 실제 사용 가능 용량은 적습니다.
2. 기타 그 외 가공에 필요한 프로그램은 여기에 존재하며 이 때문의 다른 저장 장치 중 제일 기능 및 활용도가 높습니다.
3. 경우에 따라 옵션 또는 장비에 따라 이러한 저장용량은 확장이 가능합니다.(옵션 비용이 좀 비쌉니다.)
*실제 CNC memory 사용 방법은 차후 다시 설명하겠습니다.
해당 장비에서 이러한 저장매체의 사용유무를 결정하기 위하여 화낙 조작상 설정에서 I/O채널(입출력순번)을 지정하게 되어 있습니다.

I/O Channel 번호지정
CH 0~3 : RS232 방식 적용 (초기 사용 시 파라미터 설정 필요 포트번호 전송속도등)
CH 4 : CF card 방식 적용 (FAT 포맷 1~2기가 이내 용량 사용)
CH 5 : Data Server 방식 적용 (별도 LAN 케이블 연결 FTP 프로그램 사용)
CH 9 : LAN 케이블 방식 적용
CH 17 : USB Memory 방식 적용 (FAT 포멧 1~2기가 이내 용량 사용)
*CNC Memory 사용 시 별도 채널 구분 없습니다.
이를 좀 더 자세하게 표시하면 다음과 같습니다.

'3개월 미만 초보자 가 보는 머시닝 교재 (초안본)' 카테고리의 다른 글
| 머시닝 관련 초 기초사항 익히기 과정 - 07(파라미터 설정 쓰기 방지 해제 방법) (0) | 2024.03.02 |
|---|---|
| 머시닝 관련 초 기초사항 익히기 과정 - 06(I/O채널 변경 방법) (0) | 2023.07.09 |
| 머시닝 관련 초 기초사항 익히기 과정 - 04(머시닝 장비 워밍업(WARMING UP) 방법) (0) | 2023.06.26 |
| 머시닝 관련 초 기초사항 익히기 과정 - 03(머시닝 장비 각축 원점복귀방법) (2) | 2023.06.18 |
| 머시닝 관련 초 기초사항 익히기 과정 - 02(장비 전원 ON상태에서 강전반 도어 개폐방법) (0) | 2023.06.17 |