


이번에는 머시닝 장비 작동에 필요한 설정작업(머시닝 파라미터 값 조작) 전후에 필요한 머시닝 설정화면 조작에 대하여 알아보겠습니다.
* 여기서는 우선 파라미터 조작 전후에 필요한 파라미터 쓰기 방지 기능 해제 방법에 대하여만 설명하겠습니다.
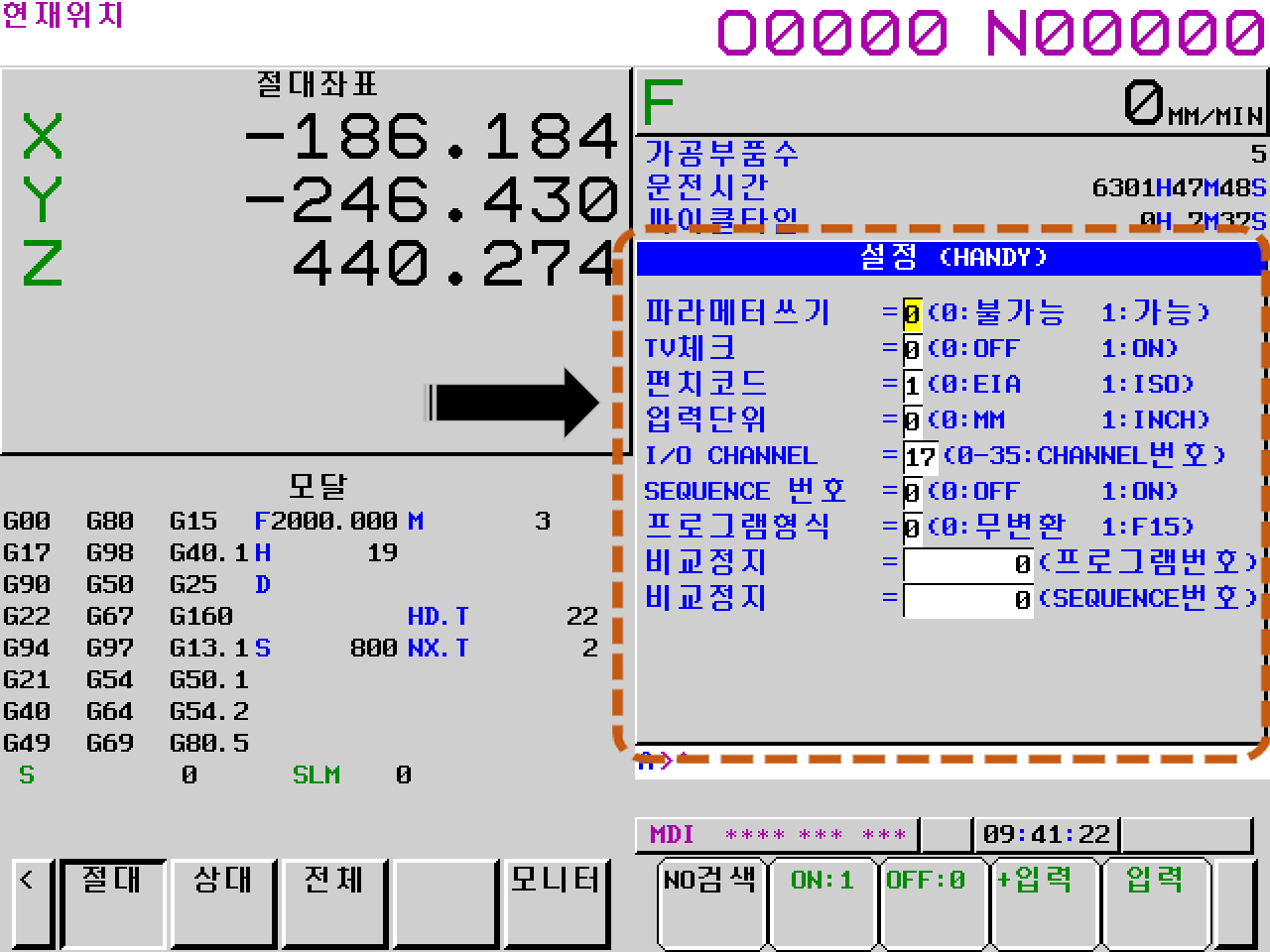
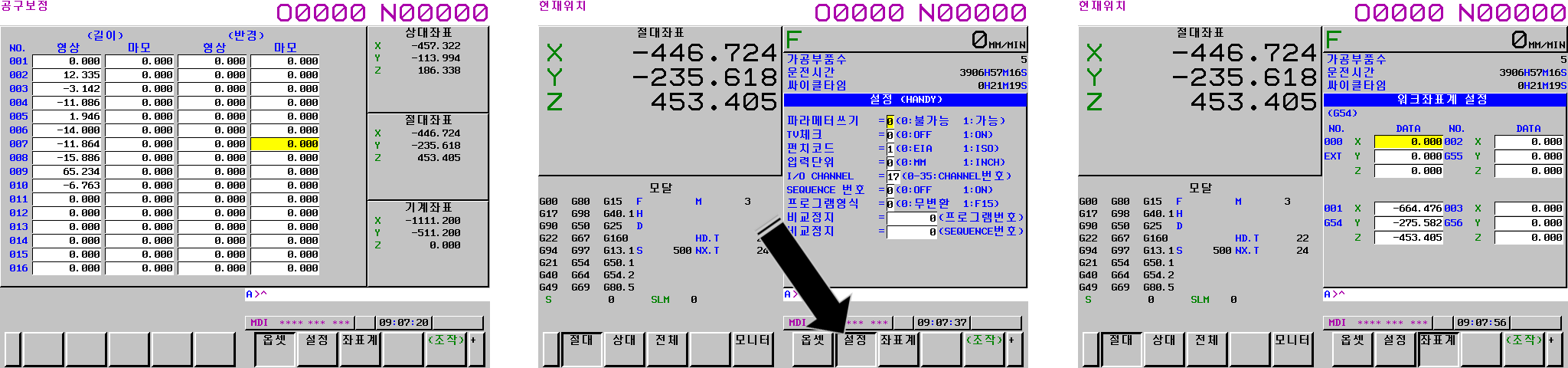
우선 머시닝 장비 설정(세팅) 화면은 아래와 같습니다.
위 설정화면 (Config)으로 들어가는 방법은 다음과 같습니다.
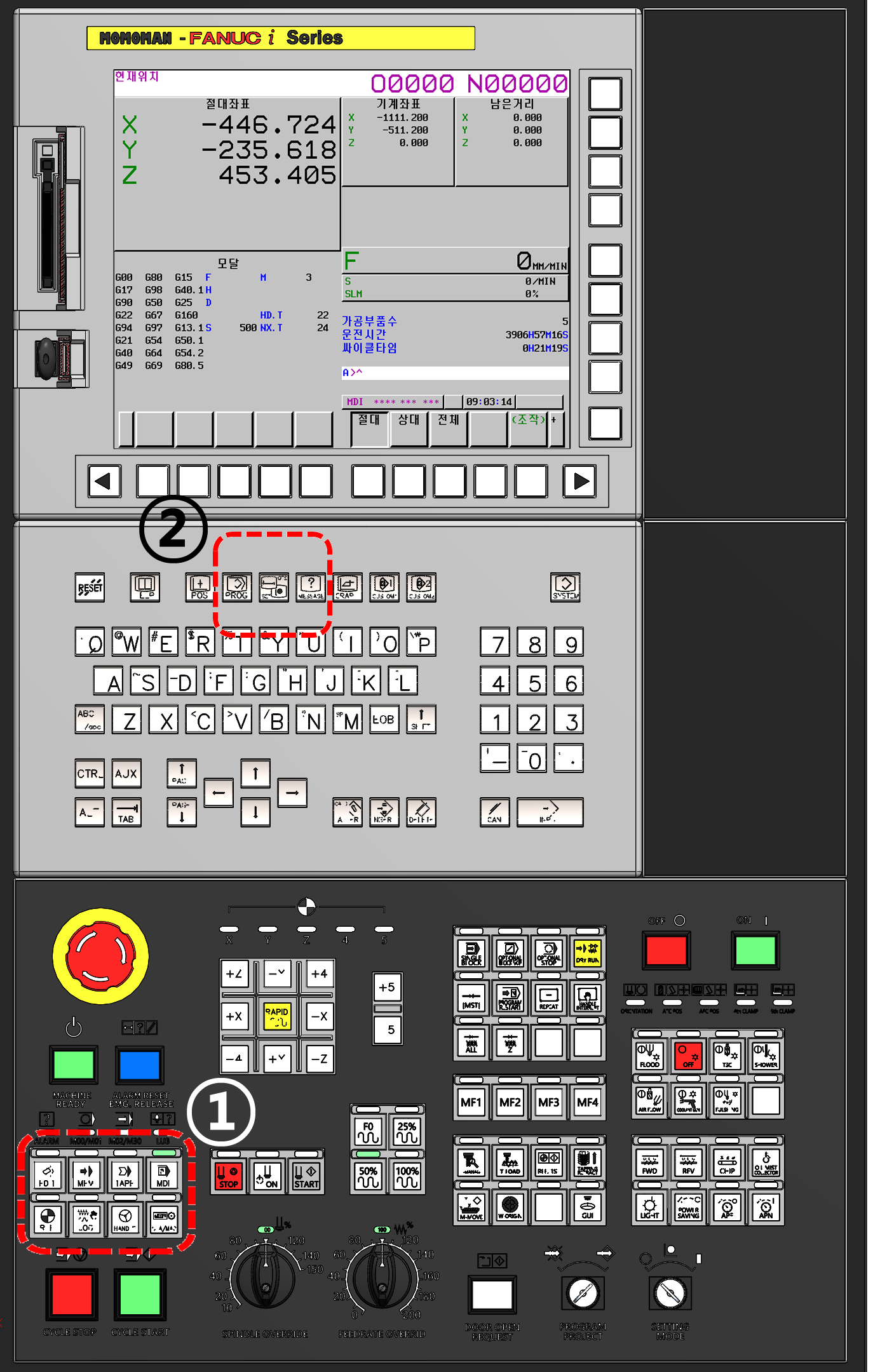
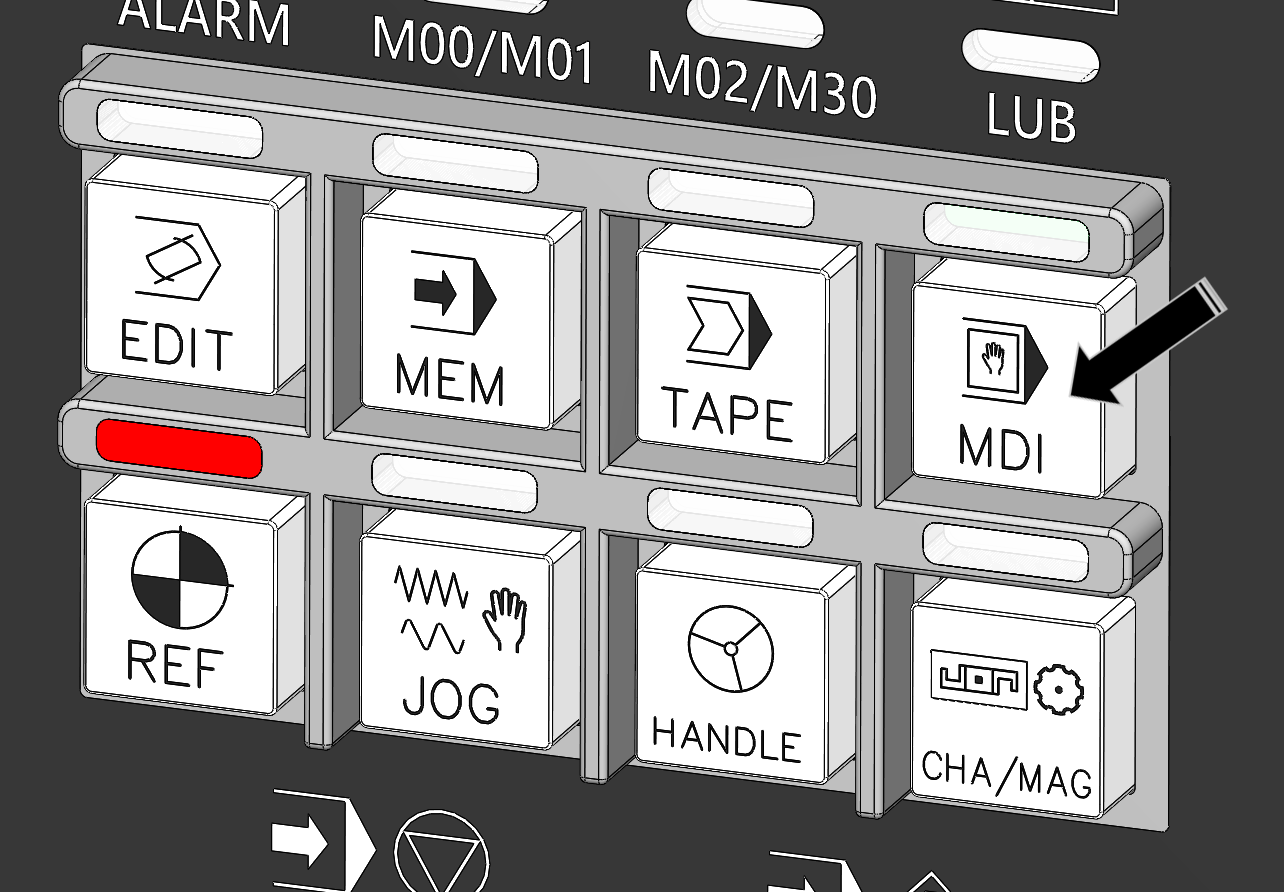
① 먼저 작동중지된 (자동운정중에도 해당 화면에 들어갈 수 있지만 조작은 불가합니다.) 머시닝 장비 조작반의 운전 모드 선택 버턴의 MDI 모드 버턴을 누릅니다.
* 화낙 매뉴얼상으로는 비상정지 버턴을 누르고 조작하는 것을 원칙으로 합니다.
* 파라미터 조작중에는 알람이 발생하므로 비상정지 버턴을 누른 것과 유사한 상황이 됩니다.
* 비상정지 작동을 권장하는 이유는 비정상적인 파라미터 설정으로 장비의 오동작을 막기 위한 (급발적인) 조치입니다.
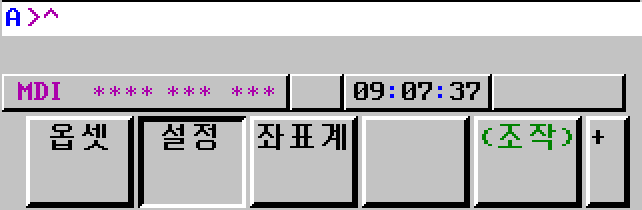
② MDI 모드 상태에서 편집키보드중 기능키 옵셋(OFS/SET) 버턴을 눌러 장비 설정화면으로 들어갑니다.
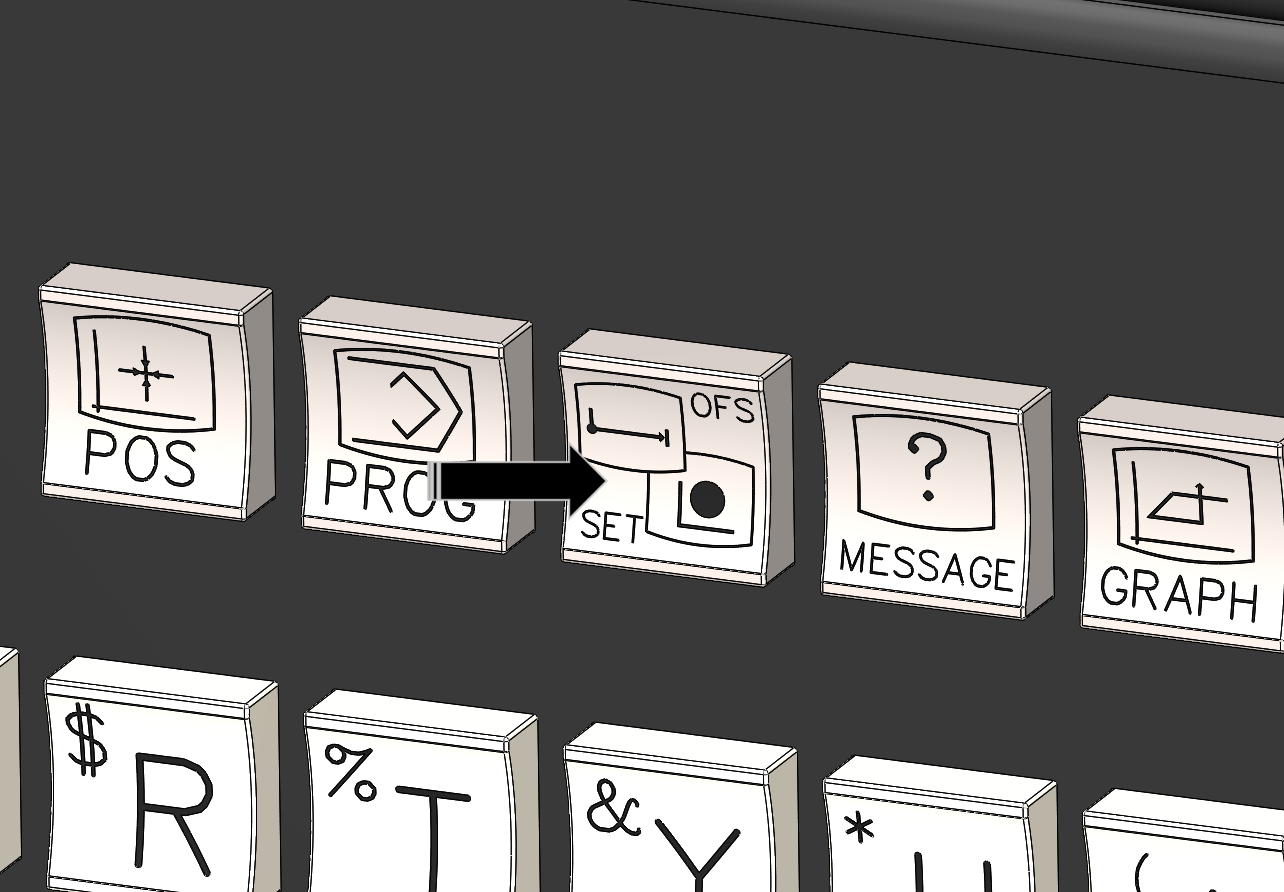
* 만일 옵셋(OFS/SET) 키을 눌렀는데 설정화면(중앙)이 아니고 다른 화면(옵셋 / 좌표)이 표시되면 아래 소프트키 "설정"을 눌러 설정화면으로 들어갑니다.
화낙 설정화면 (간편 메뉴)
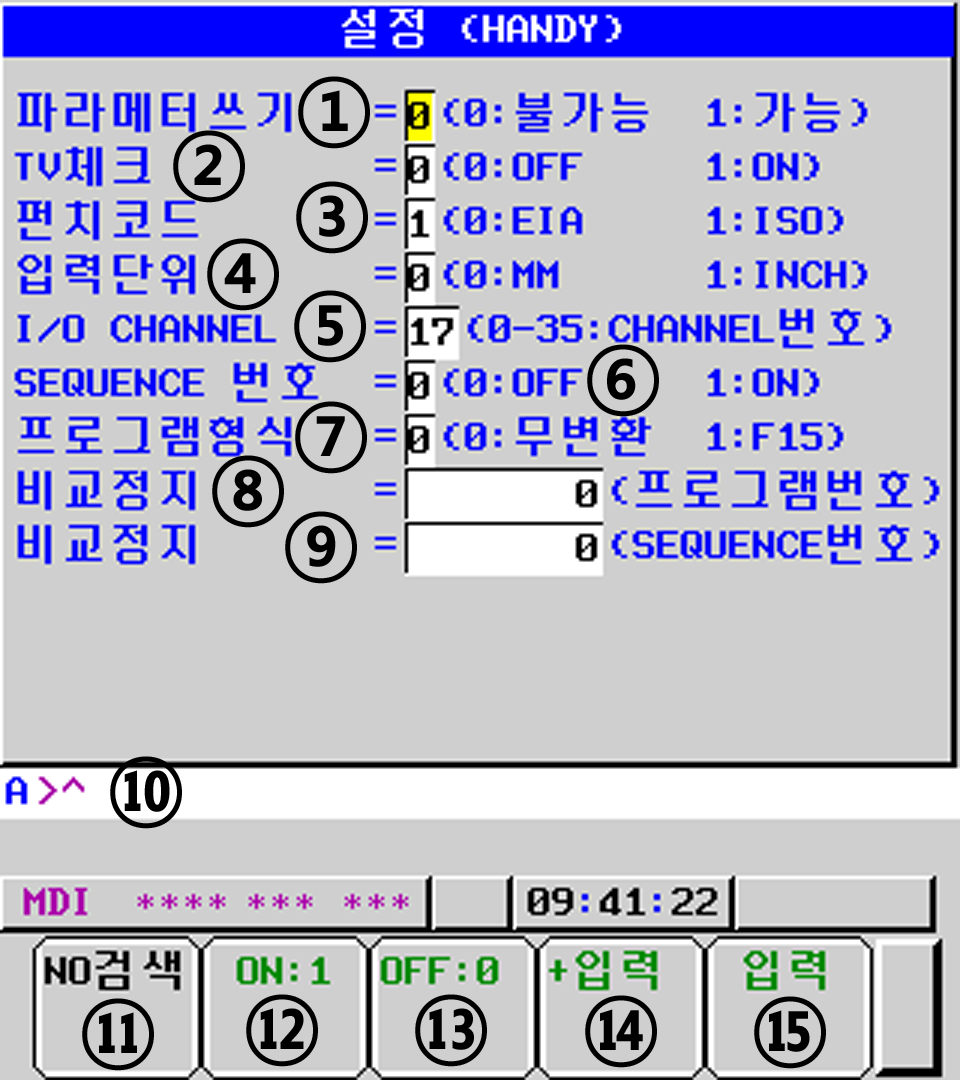
① 파라미터 쓰기
이 게시글의 핵심인 파라미터 쓰기 방지용 파라미터 값입니다.
파라미터 값은 0 : 불가능(쓰기 불가능, 수정불가) , 1 : 가능(쓰기 가능, 수정가능)입니다.
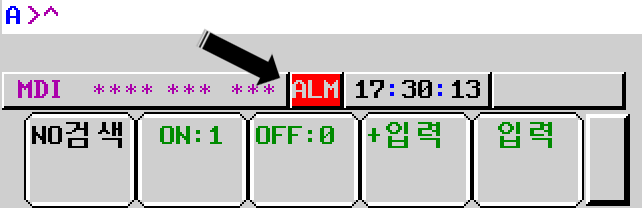
파라미터 값은 조작반 화면 아래의 조작기능의 ⑫⑬번 기능을 사용하여 입력하시거나 숫자키보드의 해당 숫자를 누르시고 INPUT키를 눌러 입력 가능합니다.
* 이 파라미터 값을 평소 "0"에서 "1"로 변경하면 해당 알람(ALARM #100)이 발생합니다.
* 이 알람 상태는 다시 파라미터 쓰기 파라미터값을 "0"으로 변경하기 전까지 리셋키(RESET)를 눌러도 해제되지 않습니다.
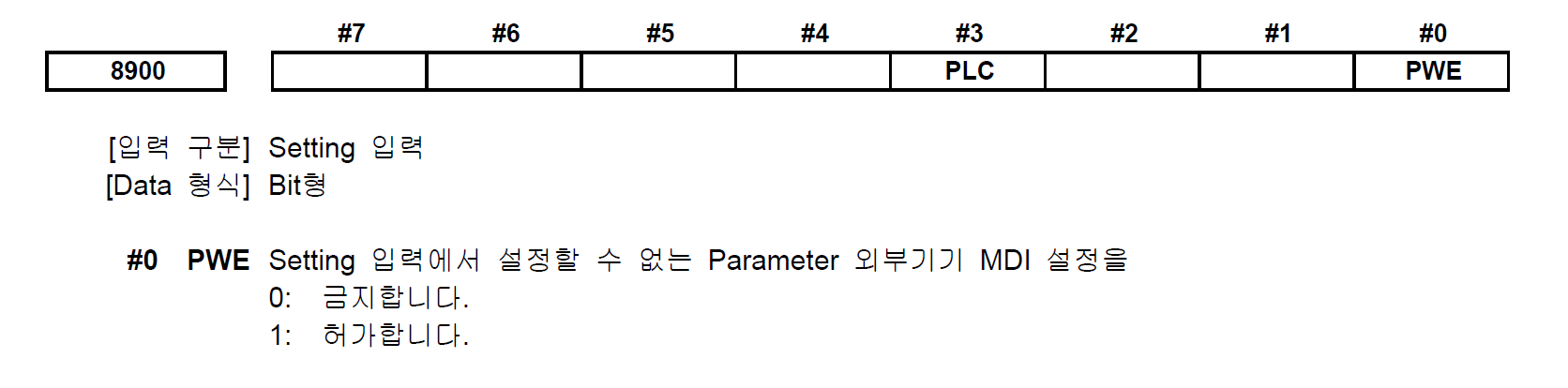
* 파라미터 쓰기 방지 값은 파라미터에서도 변경가능 합니다. (N8900 #0 PWE)
② TV체크
머시닝장비와 데이터 전송(DNC)되는 전달방식의 하나로 (TAPE VERTICAL CHECK : PARITY CHECK) 천공 데이터 행열 간 수직열 값 체크(모르셔도 문제없습니다.) 적용의 선택방법입니다.
평시 TV 체크 안 하기(OFF) 상태를 유지하며 파라미터 값은 "0" : OFF(사용 안 함), "1" : ON(사용)입니다.
* TH(TAPE HORIZONTAL CHECK) 도 있습니다.
* 전송방식에 따른 방식인데 RS232C과 관련 있습니다.
* 모르셔도 무방한 파라미터값입니다. (최구형 장비와 관련..)
③ 펀치코드
화낙 시스템에서 인터페이스 출력코드(CNC> PMC) 방식을 ISO(International Organization for Standardization : 국제 표준화 방식), EIA(Electronic Industries Association : 미국 전자 산업 협회)중 하나의 선택합니다.
파라미터 값은 0 : EIA규격 사용, 1 : ISO규격 사용입니다.
* 우리나라는 ISO규격 준수 이므로 "1"으로 사용합니다.
* 아래 입력 단위와 마찬가지로 규격 선택 방식입니다.
* 모르셔도 무방한 파라미터값입니다. (최구형 장비와 관련..)
④ 입력단위
화낙 시스템에서 작업자가 입력하는 모든 데이터의 형식을 미터식(METRE), 인치식(INCH)중 선택합니다.
파라미터 값은 0 : MM(밀리미터), 1 : INCH(인치)입니다.
* 우리나라는 미터법 준수 이므로 0 : MM으로 사용합니다.
* 만일의 경우 이 값은 인치로 변경하면 이후 모든 입출력값과 조작반 화면 출력 시 인치 단위로 변경됩니다.
* 입력단위 값은 파라미터에서도 설정 가능 합니다. (N0000 #2 INI)
⑤ I/O CHANNEL(아이오 채널)
머시닝 장비와 외부 저장매체 간의 가공데이터(프로그램) 전송 시 외부저장매체 선택 방법입니다.
채널번호는 0 ~ 35까지 있으나 주로 사용되는 번호는 다음과 같습니다.
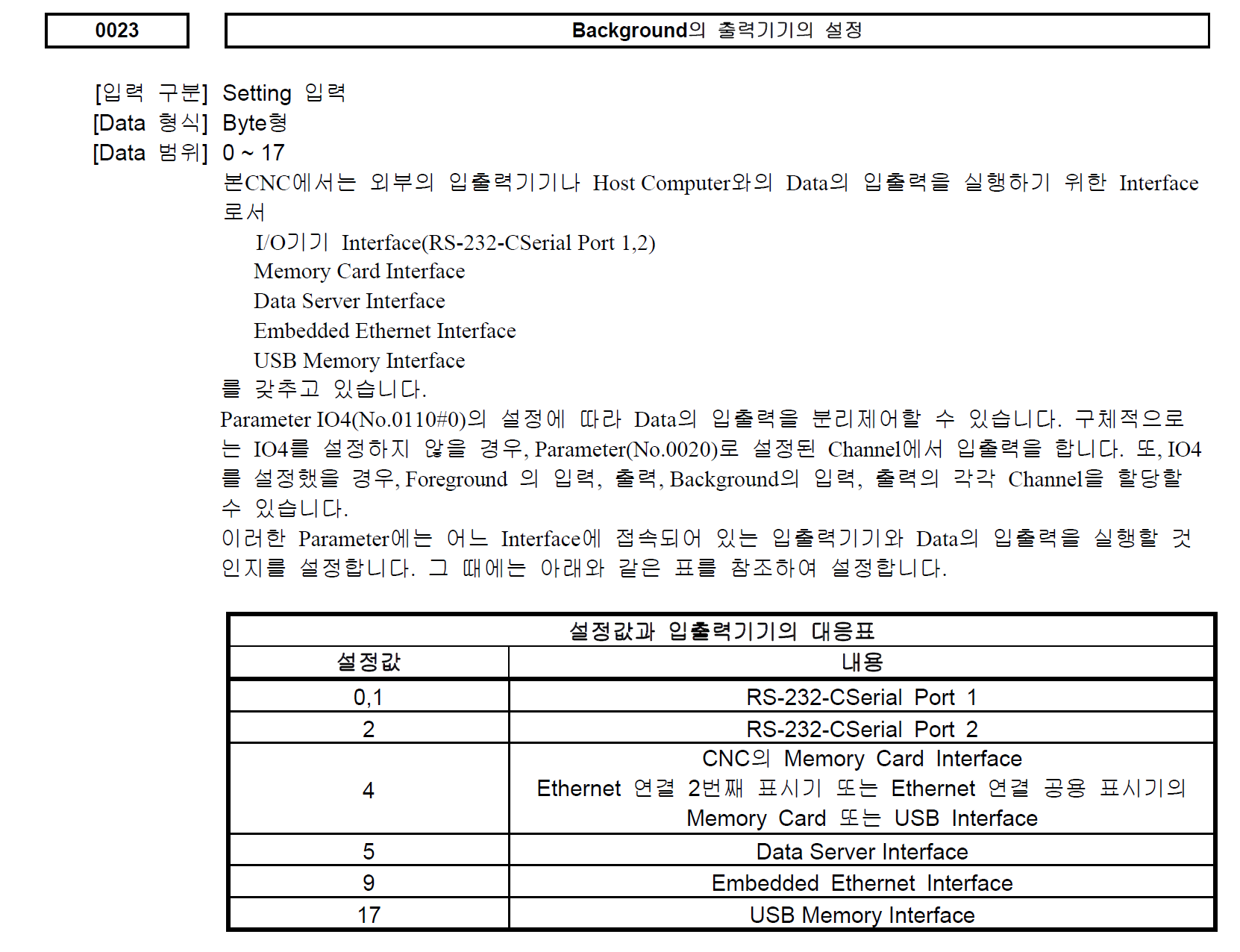
CH 0~3 : RS232 방식 적용 (초기 사용 시 파라미터 설정 필요 포트번호 전송속도등)
CH 4 : CF card 방식 적용 (FAT 포맷 1~2기가 이내 용량 사용)
CH 5 : Data Server 방식 적용 (별도 LAN 케이블 연결 FTP 프로그램 사용)
CH 9 : LAN 케이블 방식 적용
CH 17 : USB Memory 방식 적용 (FAT 포맷 1~2기가 이내 용량 사용)
*CNC Memory 사용 시 별도 채널 구분 없습니다.
* I/O 관련 채널은 하나만(외부 저장장치 경우) 선택가능하며 동시 사용가능한 것은 CNC Memory만 가능합니다.
예로서 CF카드에 있는 데이터를 USB로 복사하고 싶다면 동시 사용이 불가능하므로 우선 CNC Memory에 전송 후 다시 I/O채널을 변경하여 USB로 복사하여야 합니다.
* I/O채널 값은 파라미터에서 설정가능합니다.
(다만 0 ~ 17 내의 값만 가집니다. (N0023)
⑥ SEQUENCE 번호(시퀀스 번호)
가공 프로그램의 시퀀스번호(연속된 순서)의 자동적용 여부를 선택합니다.
입력된 프로그램의 각 문장열(명령어 단위)의 순서별로 자동 번호 기입을 자동적으로 ("1" : ON) 생성하거나 현재 입력된 가공프로그램 자체의 시퀀스번호 형식을 따라("0" : OFF) 진행 중 선택합니다.
* 즉 이 파라미터값을 "1"로 하면 가공프로그램에 전해진 시퀀스 번호를 무시하고 자동적으로 증분 되는 시퀀스번호를 부여합니다.
* 가공 프로그램 자체는 변경 없으나 자체 시퀀스 번호를 따라 실행되는 경우 문제가 발생합니다.
* 기본값은 "0" 시퀀스 번호를 자동 부여하지 않는다입니다.
* 자동으로 시퀀스 번호 부여 시 증분값은 파라미터 (N3216)에서 정의합니다.

⑦ 프로그램형식(화낙 시스템 버전)
프로그램 형식은 신버전 화낙시스템의 가공프로그램을 낮은 버전(FANUC 15 이하)의 장비에서 작동 시 자동적으로 낮은 버전(F15)으로 변환하는가에 대한 선택 방법입니다.
* 현재 대부분의 화낙버전이 높으므로 아주 구형 화낙버전의 장비가 아닌 이상 적용할 필요가 없는 파라미터값입니다.
* 기본값은 0 : 무변환(현재 가공 프로그램을 그대로 적용)입니다.
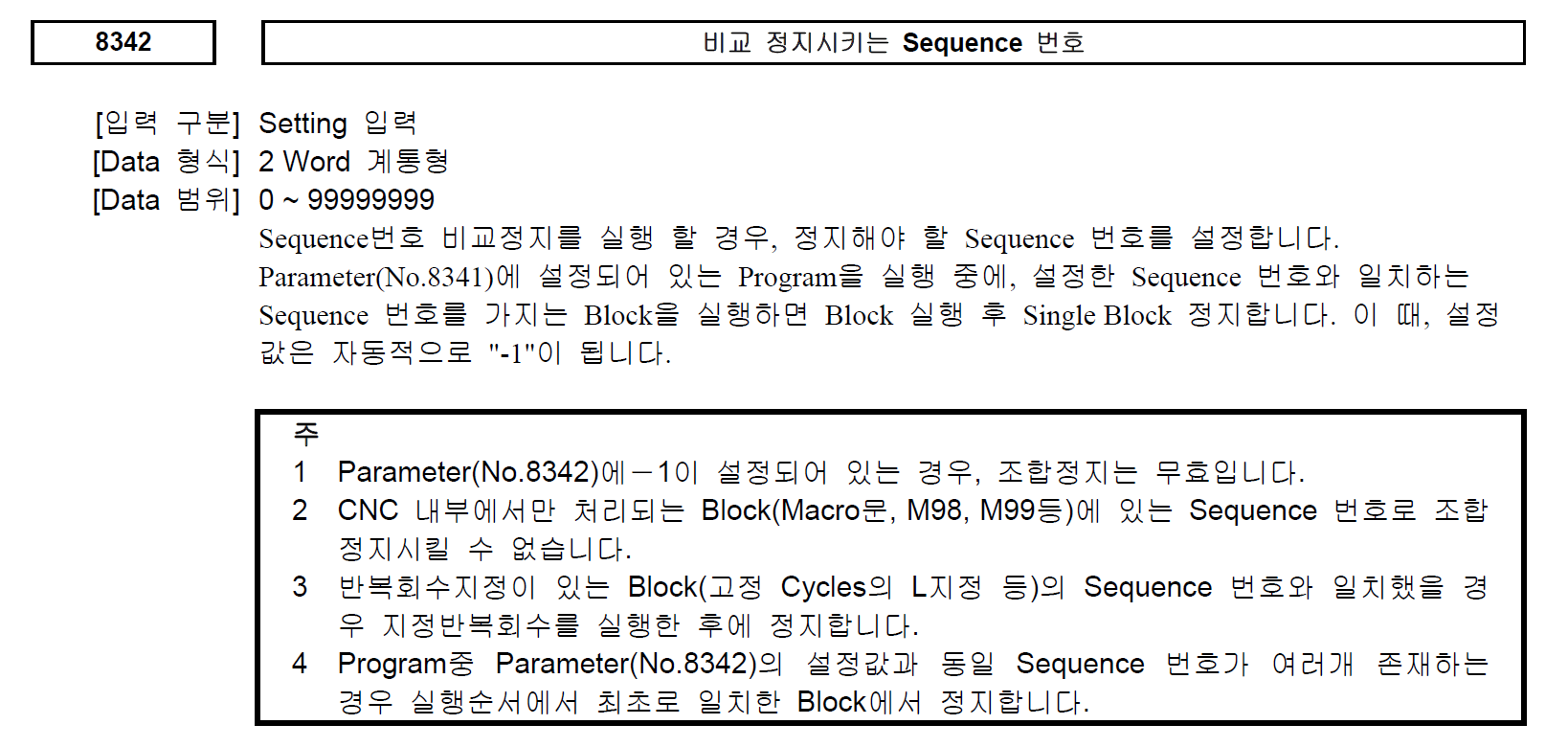
⑧ 비교정지 (프로그램 번호)
이 파라미터값에 해당하는 가공프로그램 작동 시(N8341에 입력된) 비교정지 (시퀀스 번호) 파라미터값에 해당하는 시퀀스 번호가 진행 시 해당 프로그램을 일시정지(싱글블록 상태)합니다.
* 이 값은 ⑨ 비교정지 (시퀀스 번호)와 연관되어 해당 시퀀스 번호에 도달하면 일시정지 하는 프로그램명의 번호(O0000 : 가공프로그램 최선단)를 지정합니다.
* 즉 시퀀스 번호에 의하여 일시정지할 해당 프로그램명 번호를 입력합니다.
* 이 파라미터값은 파라미터 (N8341) 값에서 지정됩니다.

⑨ 비교정지 (시퀀스 번호)
이 파라미터 값에 해당하는 시퀀스 번호 블록이 지령되면 해당 프로그램은 일지정지(싱글블록) 상태가 된다.
* 이 값은 ⑧ 비교정지 (프로그램 번호)에 지정된 프로그램명에 해당하는 프로그램 가동 시 적용되며 만일 ⑧ 비교정지 (프로그램 번호) 값이 없는 경우 이 파라미터 값도 비활성화됩니다.
* 이 파라미터값은 파라미터 (N8342) 값에서 지정됩니다.
⑩ 입력 표시칸
작업자가 입력하기위한 값이 먼저 표시되는 칸입니다.
즉 작업자가 파라미터 쓰기 방지를 해제하기 위하여 "1"을 조작반 키보드에서 누르면 먼저 이곳 입력칸에 표시되며 하단의 소프트키⑮"입력" 또는 조작반 키보드의 "INPUT" 키 를 눌러야 비로소 해당 파라미터 입력칸에 입력됩니다.
* 다만 조작반 하단 ⑫⑬ 소프트키를 사용하면 바로 "1" 또는 "0"을 입력할 수 있습니다.
⑪ NO검색
여기서 화낙 설정(세팅)화면에서는 사실 불필요한 기능이지만 다른 작동화면에서는 입력칸에 입력된 숫자값(문자는 안되고 숫자만 가능)에 대한 검색 기능을 제공합니다.
*주로 파라미터 설정 화면에 해당 파라미터 번호을 빨리 해당 위치로 이동시 사용됩니다.
⑫ ON : 1
일부 (설정화면에서는 거의 이지만) ON / OFF 만 설정하는 파라미터값의 경우 빠른 입력을 위하여 해당 파라미터 값위치에 바로 숫자 "1"의 값을 입력합니다.
* 즉 ON "1" 값을 바로 입력 할수 있게 원터치 소프트키 입력 기능입니다.
⑬ OFF : 0
일부 (설정화면에서는 거의 이지만) ON / OFF 만 설정하는 파라미터값의 경우 빠른 입력을 위하여 해당 파라미터 값위치에 바로 숫자 "0"의 값을 입력합니다.
* 즉 OFF "0" 값을 바로 입력 할수 있게 원터치 소프트키 입력 기능입니다.
⑭ +입력
현재 해당 파라미터 값에 지금 입력하는 값을 더해서(증분) 해당 파라미터값을 입력하게 하는 기능입니다.
* 즉 현재 위치한 파라미터 값이 "5"인데 작업자가 "2"을 입력하고(⑩ 입력 표시칸에 "2" 표시) 이 +입력 소프트키를 누르면 해당 파라미터 값에 "7"이 입력됩니다.
* 입력값에 마이너스 값도 가능 하나 음수값이 파라미터값에 적용되지 않습니다.
⑮ 입 력
현재 해당 파라미터 값에 지금 입력하는 값을 대치하여 해당 파라미터값을 입력하게 하는 기능입니다.
* 즉 해당 파라미터값이 어떠한 값이던 현재 입력값을 해당 파라미터값에 입력(대치) 합니다.
요약
현재 작업자가 파라미터 또는 다른 설정값을 변경하기 위하여 현재 장비에 파라미터 쓰기 방지 기능을 비활성화/활성화하는 방법은 다음과 같습니다.
① 해당 장비의 가동을 중지 또는 미작동상태로 합니다.
(또는 비상정지 버턴을 누릅니다.)
② 조작반의 MDI모드로 들어간 후 입력 키보드상의 OFS/SET 키를 눌러 해당 설정화면으로 들어갑니다.
③ 만일 다른 설정화면 (옵셋 / 좌표계)로 들어간 경우 하단 소프트키의 설정을 눌러 설정화면으로 들어 갑니다.
④ 설정화면에서 화살표 키보 드을 이용 하여 화면의 최상단 파라미터 쓰기 칸으로 이동합니다. (현재 값 "0")
⑤ 화면 하단의 소프트키 ON :1 키를 누르거나 숫자 키보드에서 "1"을 누르고 하단 소프트키 입력을 눌러 해당 파라미터에 "1" 값을 입력합니다.(현재 값 "1")
⑥ 해당 장비에 100번 알람이 발생합니다.
(알람은 무시하여도 무방 합니다.)
⑦ 해당 파라미터 조작 작업을 진행합니다.
⑧ 파라미터 조작이 종료한 후 다시 설정화면으로 되돌아옵니다.
⑨ 해당 파라미터 쓰기 방지 값에 다시 "0"값을 입력합니다.
⑩ 이후 리셋키를 눌러 해당 장비의 알람 중지시키면 해당 장비는 사용가능하게 됩니다.
'3개월 미만 초보자 가 보는 머시닝 교재 (초안본)' 카테고리의 다른 글
| 화낙(FANUC)컨트롤의 공구보정 방법에 대하여-1(공구경(반경)보정값) (2) | 2024.11.11 |
|---|---|
| 머시닝 관련 초 기초사항 익히기 과정 - 08(프로그램 파일 입출력 방법-1) (1) | 2024.09.06 |
| 머시닝 관련 초 기초사항 익히기 과정 - 06(I/O채널 변경 방법) (0) | 2023.07.09 |
| 머시닝 관련 초 기초사항 익히기 과정 - 05(전송장치(I/O채널)종류) (0) | 2023.07.09 |
| 머시닝 관련 초 기초사항 익히기 과정 - 04(머시닝 장비 워밍업(WARMING UP) 방법) (0) | 2023.06.26 |