


이번에는 해당 장비의 스핀들 회전수 최소/최댓값을 장비 파라미터에서 알아보는 방법을 설명하겠습니다.
먼저 취직 또는 이직을 하게 되어 화낙시리즈 장비를 배정받았는데, 이장비의 제원중 하나인 스핀들의 최소/최대 회전수를 몰라 간혹 가공 시 고민하는 경우가 있습니다.
또는 주로 대형 탭작업시 탭파손이난 여러 가지 이유로 해당 장비의 최소 회전수를 인식 또는 수정하고 싶은 경우 등이 있어 해당 장비의 설정된 최소/최대 회전수를 알아보는 방법을 설명하겠습니다.
우선 화낙 파리미터 화면으로 들어가서(수정을 바로 할것이 아니면 파라미터 쓰기 방지 해제 조치를 할 필요 없습니다.) 4020, 4024번대 파라미터를 찾아봅니다.

간단히 설명하면.
4020번대 파라미터 값 : 해당 장비 스핀들 최대 회전수값 (예제는 10,000)
4024번대 파라미터 값 : 해당 장비 스핀들 최저 회전수값 (예제는 75)
* 참고로 해당 파라미터를 화낙 파라미터 설명서에서 찾아보면 없습니다.

* 해당 파라미터가 장비관련 중요 파라미터값이고 스핀들은 따로 파라미터 항목이 있어서 머시닝장비 매뉴얼에는 없습니다.
* 그 만큼 작업자가 임의로 설정하면 장비운영에 문제가 있는 파라미터 이므로 만일의 경우 수정 시 충분히 고려하시고 작업하시기 바랍니다.(중요!!!)
화낙 스핀들 모터 메뉴얼에 해당 파라미터 값 설명이 나옵니다.
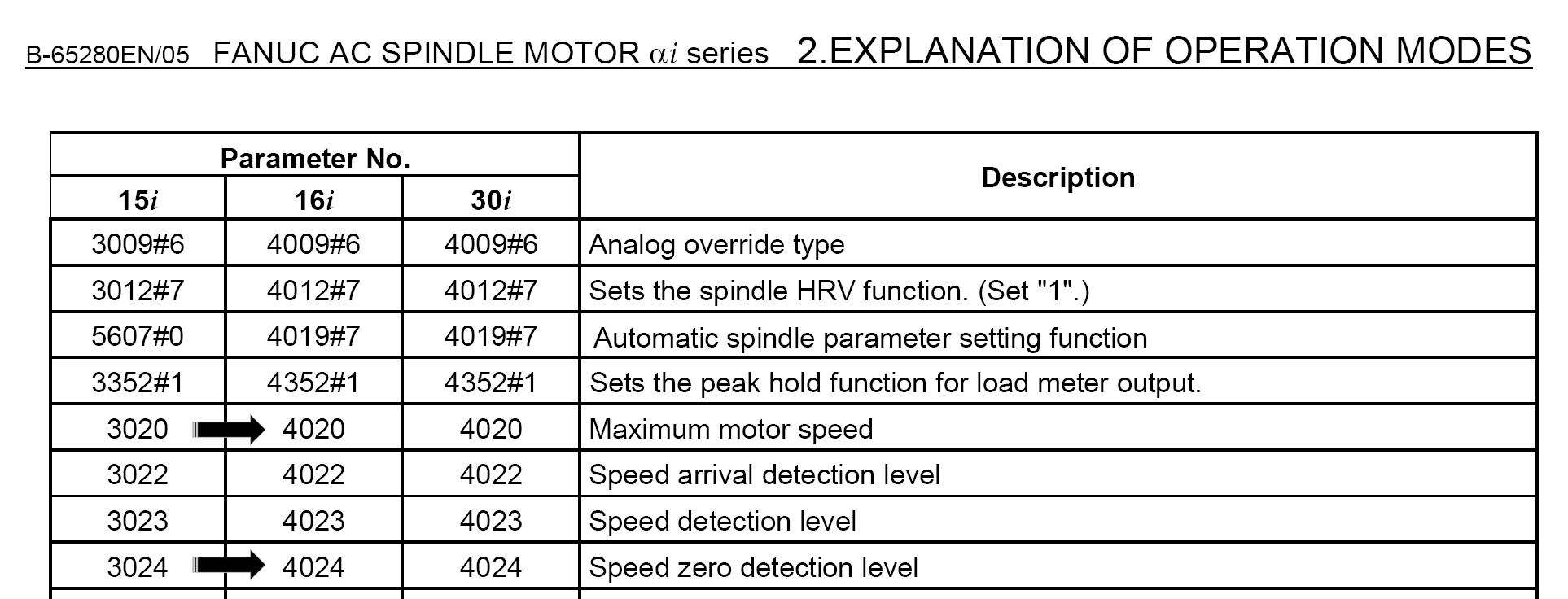
4020 : Maximum motor speed : 해당 모터 제원상 최대 회전수
4024 : Speed zero detection level : 해당 모터 회전수가 제로(멈침상태)로 판단될 수 있는 단계
* 즉 4024 값은 모터의 최저 회전수가 아니고(저 숫자(%) 보다 높게 회전할 수 있다는 의미)이 최저 회전수에 도달하면 해당 모터는 정지된 것으로 인식하는 단계라는 의미입니다.
(다시 말씀드려서 저 숫자는 회전수 자체가 아니고 최대 회전수에 대한 %값입니다.)
(대신 보통 10,000최대회전수 기준 7.5% =회전수 이므로 최소 회전수값으로 대충 이해 하셔도 됩니다. 대충...ㅠㅠ)

* 참고로 해당 %값 기준은 0.01% = 75 = 0.75% = 최대 10,000이고 최소 0.75% 대입하면 최소 회전수는 75RPM...
* 그러므로 최저 회전수 미만으로 지령하면 회전수 0.0 지령으로 인식합니다.
참고로.....
4022 : Speed arrival detection level : 회전수 최저 단계 도입 감지 단계수
* 회전수가 감소되어 최저 회전수(75(%))에 도달할 것 을 감지하 기 시작하는 즉 회전 토크 감소 시작 회전수입니다.
4023 : Speed detection level : 회전 토크값 감소 감지 시작 단계수
* 회전 시 발생하는 토크값이 유지하다가 감소추세로 넘어가기 전 감지 회전수입니다.
즉 최저 회전수로 감소한다면 어느 회전수부터 스핀들이 제어(보장)할 수 있는 토크가 떨어지면서 어느 회전수 이하로 떨어지면 토크 보장이 안되고 더 떨어지면 회전수 제어가 어려워져서 회전중지를 해야 하는 단계별 회전수 단계(%)를 정의합니다.
그러므로 해당 장비의 스핀들 최저 / 최대 회전수를 알고 싶으시면 파라미터 4020(최대), 4024(최저)를 보시면 됩니다...
여기서 이러한 최저 회전수를 알고 싶어 하는 이유 중 대형탭 작업 시 회전수를 지금보다 더 줄이고 싶은데.. 최저 회전수를 알아보니 4024 파라미터값이 75(%)로 되어 있는데..
* 여기서 4024 값이 75(%)로 되어 있으면 75(%)까지는 어느 정도 해당 스핀들의 토크가 75(%)까지는 나온다는 의미 입니다만..... 아래 4025 값을 보면 장비 메이커(스핀들)가 최소 제공할 수 있는 토크값 내 최저 회전수 값입니다.
즉 4025 값 이하로는 스핀들이 제어할 수 있는 토크값이 안 나온다는 애기입니다.
* 그렇다고 그럼 탭 작업 시 4025 파라미터값 50(%)까지 회전수를 줄여도 되는 것은 아닙니다.(중요!!!)
4025 값은 이 회전수 이하 지령 시 해당 스핀들이 작동 보장 할 수 없는 진짜 최소 회전수(%)입니다.(낭떠러지 끝)
그러므로 사용하시면 안 되며 수정도 하시면 안 됩니다.
또한 이러한 탭 작업 시 무조 간 회전수를 줄이면 좋은 것이 아닙니다.
* 사실 탭작업 시 (대형탭의 경우 더욱더) 중요한것이 토크값입니다.
토크값(축을 돌리는 힘)이 회전수를 줄이면 같이 줄어듭니다.
그러므로 무조건 탭작업시 천천히 한다고 회전수를 줄이면 안 됩니다.
* 주의사항으로 위 파라미터는 수정후 바로 적용되는것이 아니고 해당 장비 전원 OFF후 재부팅(?)하여야 변경된 파라미터값이 적용됩니다.
그럼 얼마나 줄이면 되는가는 해당 장비의 카탈로그상 제원을 보셔야 합니다.
위 해당 장비(두산 DNM 650II BT50)의 경우 위 파라미터 이미지처럼 4020(최대 10,000), 4024(최저 75)입니다.
그럼 해당 장비 스핀들 회전수대 토크값 파워 그래프를 봅니다.

파워 그래프를 보면 스핀들 회전수 200부터 토크값이 급격히 떨어지는 것을 볼 수 있습니다.
그리고 회전수 100이 되면 최저 토크값 3N-m이하 떨어짐을 볼수 있습니다. (파라미터 4021 값)
결국 해당 장비는 회전수 100까지가 해당 스핀들이 보장할 수 있는 토크값 내 회전수이며 75까지 내려가면 회전이 멈춘다는 것을 알 수 있습니다.
* 또한 파워 그래프를 보면 해당 장비는 보장되는 토크값이 회전수 200 ~ 10,000이라는 것을 알 수 있습니다.
* 기본적으로 회전수가 떨어지면 토크값도 떨어집니다. (기어 방식 장비는 좀 다릅니다.)
또 다른 장비 파워 그래프를 보면 (SMEC LCV6700) 해당 장비는 스핀들 토크값이 회전수 750 ~ 6,000에서 최대 토크값이 나오는 것을 알 수 있습니다.

그러므로 만일 탭 가공을 위하여 회전수를 임의적으로 줄인다면 한번 해당 장비 제원을 확인해 보고 설정하는 것을 추천드립니다.