


이번에는 윤곽가공 절삭 파라미터 중 링크파라미터에 대하여 설명하겠습니다.

먼저 링크파라미터의 기능별 설명을 먼저 하겠습니다.
① 급속이송 관련 전체 적용 항목
급송이송 최대 원호 반경
윤곽가공경로 중 급속이송 진입/복귀중 타 가공영역(체인)으로 이송 시 수직진입/복귀 경로에서 수평이송 경로로 전환하는 경로를 기존 직선형(90도) 전환에서 지정된 반경값에 준하는 원호 이송으로 변경합니다.
* 사용목적은 뇌피셜이지만 급속으로 이송시 90도로 꺾는 것이 부담되는(이송축 볼스크루 마모 관련) 경우 좀 더 부드러운 경로로 급속이송 하길 원하는 경우 선택할 수 있는 방식입니다.
* 해당 부분(원호경로 라고 되어 있지만) 전부 점데이터(G00 좌표)로 되어있습니다.
그래서 실제 상황에서 기존 방식보다 좀더 느린 이송시간을 가질 수 있습니다.(특히 가감속이 많이 걸리는 경우)
* 만일 무척 많은 진입/복귀 과정을 거치는 공정에서 지정된 원호 반경값을 작게 설정하여 가공 시 좀 부드러운 경로가 생성될 수 있습니다.
* 지정되는 원호 반경값은 해당 원호형태 경로의 반경값(R)으로 입력되며 입력값은 0.001~원호한계값(해당 가공정의 링크파라미터의 진입높이와 이송높이 차이값 작아야 합니다.)이며 만일 원호 한계값보다 큰 값이 입력되면 해당 값은 무시되어 원호한계값으로 경로가 생성됩니다.
* 위 선택항목은 2개이상의 가공영역(체인)으로 급속 이송 시의 경로만 적용되며 맨 처음과 맨 마지막 진입/복귀 경로에는 적용되지 않습니다.
* 가공정의내 1개 체인만 적용된 경우에도 적용되지 않습니다.
이송속도로 출력
기존 가공정의 진입/복귀 수직경로 & 이송 수평경로의 이송속도는 급송이송(G00)으로 이루어집니다.
* 2개소 이상 체인 적용 시 하나의 체인에서 다음체인으로 진입/복귀 시 해당 공구 절삭조건상 Z 축 이송속도값으로 적용됩니다.
* 급속이송(G00)은 해당 장비의 제원에 따라 차이가 있습니다.
DN솔리션(구 두산) 장비 경우 DNM(24,000~36,000) MYNX(24,000~30,000) 각축마다 차이가 있습니다.
만일 위 항목을 적용 시 가공정의 진입/복귀 수직경로 & 이송 수평경로의 이송속도를 지정한 값에 의한 절삭이송(G01)으로 이루어집니다.
* 이경우 2개소 이상 체인적용 시에도 모든 급속 이송 관련 경로에 동일하게 적용됩니다.
* 만일 원점복귀 지점 같이 공구가 멀리 떨어진 경우 링크파라미터의 안전높이까지는 급속이송(G00)으로 이루어집니다.
* 위 항목은 링크파라미터가 활성화된 최고 높이(제일 높음 : 안전높이)에서부터 적용됩니다.
* 보편적으로 위 2가지 항목은 적용하지 않습니다.
링크 파라미터 항목에 대한 설명
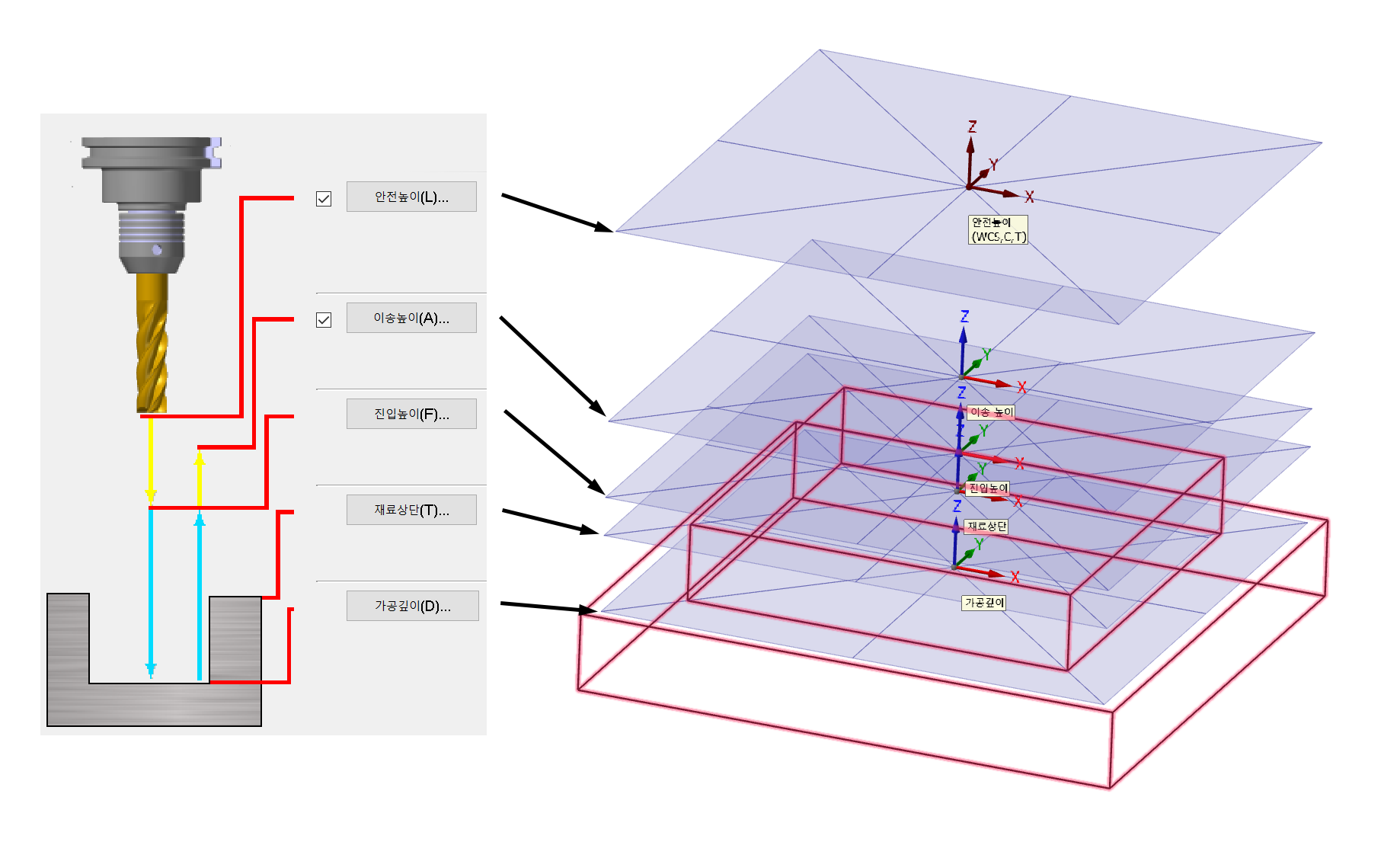
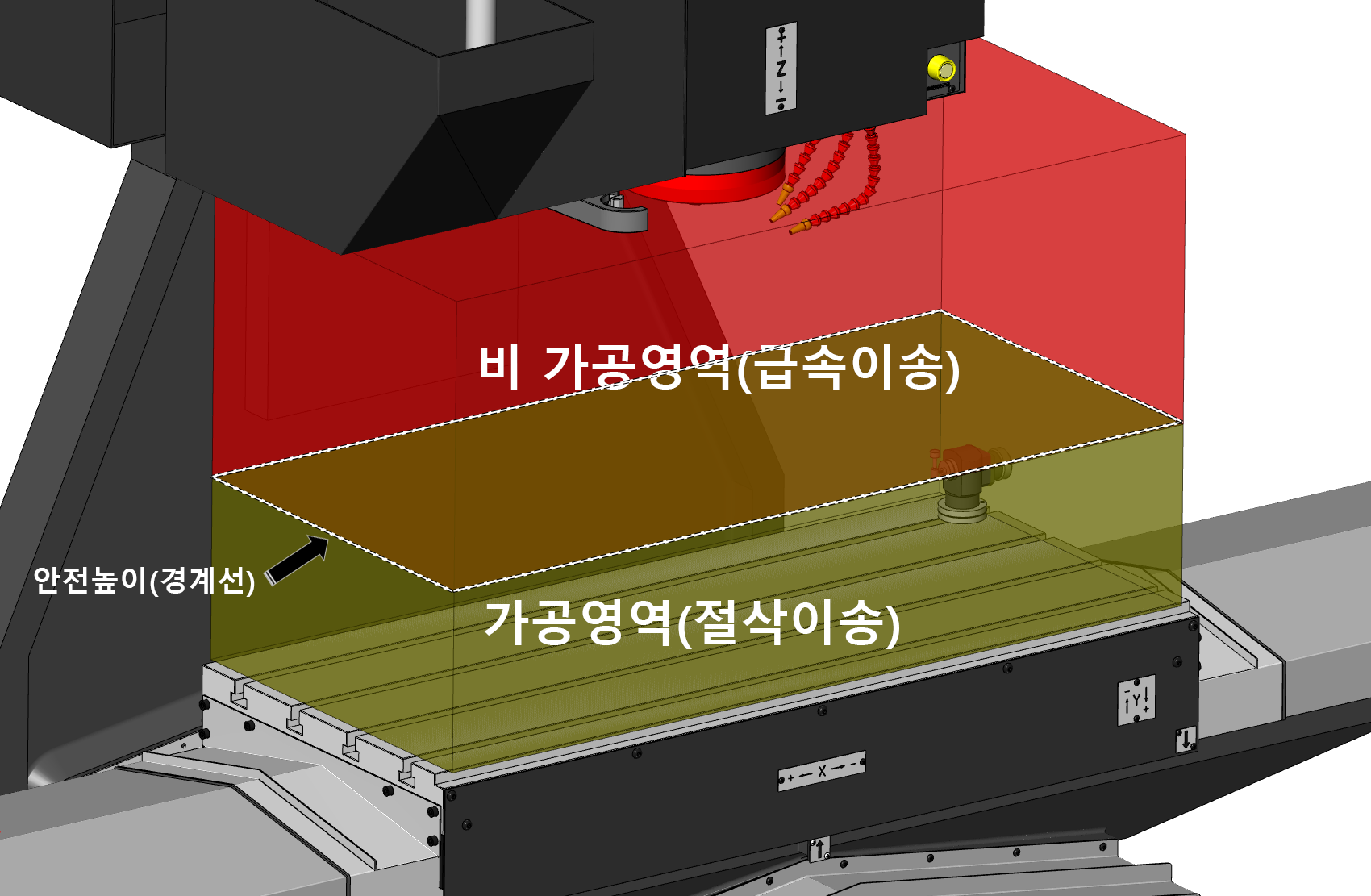
② 안전 높이(Clearance : 미가공 범위?)
안전 높이는 축 이 송이 가능한 영역 중 비가공영역(위험성이 없는?)을 구분하는 경계선 높이를 말하는 것으로 가공기능성에 관련되었다기보다 개념적인 의미입니다.
* 예를 든다면 어느 작업현장에서는 바이스 위 150높이 이하 가공물만 작업한다고 가정하에 그럼 가공(절삭가공 또는 빈번한 가공물간 이동)영역은 바이스 위 150까지 이고 그위 공간을 안전높이로 하여 가공외 이송은 바이스위 150 이상으로 한다라고 정의하면 안전 높이를 바이스(가공물 원점기준) 위 150으로 설정하는 것입니다.
* 또는 작업 환경에 따라 해당 공구 가공 진입/복귀 또는 가공물 간 이송 시 어떠한 일정 높이(작업자 눈높이?)에서 이송한다라는 작업 숙칙을 정의할 수 있습니다.
* 또는 작업 환경에 따라 해당 가공물 체결(클램프 도구등)의 충돌 위험 높이가 200까지 이라 무조건적으로 공구 급속이송이 해당 높이(200) 이상으로 한다는 작업 수칙을 정의 가능합니다.
* 그러므로 주로 단품 보다 대량 양산 생산 환경에서 안전 또는 균일한 작업환경을 설정하기 위하여 안전 높이을 설정하기도 합니다.
* 다만 작업환경에 따라 불필요한 높이 설정 또는 진입/복귀 이송속도에 단일화에 도움이 안 된다고 안전 높이을 미설정(경우에 따라 이송높이도 미설정) 하는 곳도 있으나 이론적으로는 진입/복귀 속도의 차이는 없습니다.
(이론적이란 애기는 사실 있다는 애기이지만 미미 해서...)
다시 마스터캠 윤곽가공 링크파라미터 안전높이에 대하여 설명하겠습니다.
이것은 가공정의 전체를 통틀어서 한 덩어리로 볼 때 그 가공영역에 진입/ 복귀하는 시작과 끝점의 높이 값으로 보시면 됩니다.

즉 하나의 가공정의 내 모든 체인요소의 가공경로를 하나로 볼 때 그 전체 가공경로의 처음진입 높이와 끝복귀 높이의 값을 정의합니다.
* 참고로 머시닝 툴체인지 이후 가공영역으로 진입하는 높이(안전높이)까지는 무조건 급속이송(G00)으로 이송됩니다.
물론 안전 높이에서 이송높이를 거쳐서 진입높이 까지는 별도 설정(이송속도로 출력) 없으면 급속이송으로 출력됩니다.
* 이점 때문에 간혹 안전 높이 또는 이송 높이까지 링크 파라미터에서 설정하지 않고 진입높이까지만 설정하시는 작업자분도 계십니다.
(설정하나 안 하나 동일한 급속이송(G00)으로 내려오므로....)

처음/마지막 작업에 적용
안전높이 적용은 원칙상 전체 가공정의 가공영역의 시작(진입)과 끝(복귀) 지점에만 설정되는데.. 이것을 처음/마지막 작업에 적용 항목을 비활성화(기본값은 항시 적용)하면 해당 가공정의 내 여러 개의 체인요소가 있는 경우 각 체인요소 가공영역에서 다른 체인요소 가공영역으로 이송 시 이송높이로 복귀 이송하지 않고 안전높이로 복귀 후 다음 가공영역으로 이송합니다.
처음/마지막 작업에 적용 활성화 시

* 다음 가공영역으로 이송 시 이송 높이로 복귀 후 이송합니다. (기본값)
처음/마지막 작업에 적용 비활성화 시(체크 해제)

* 다음 가공영역으로 이송 시 안전 높이로 복귀 후 이송합니다.
안전 높이 비활성화(체크해제) 시
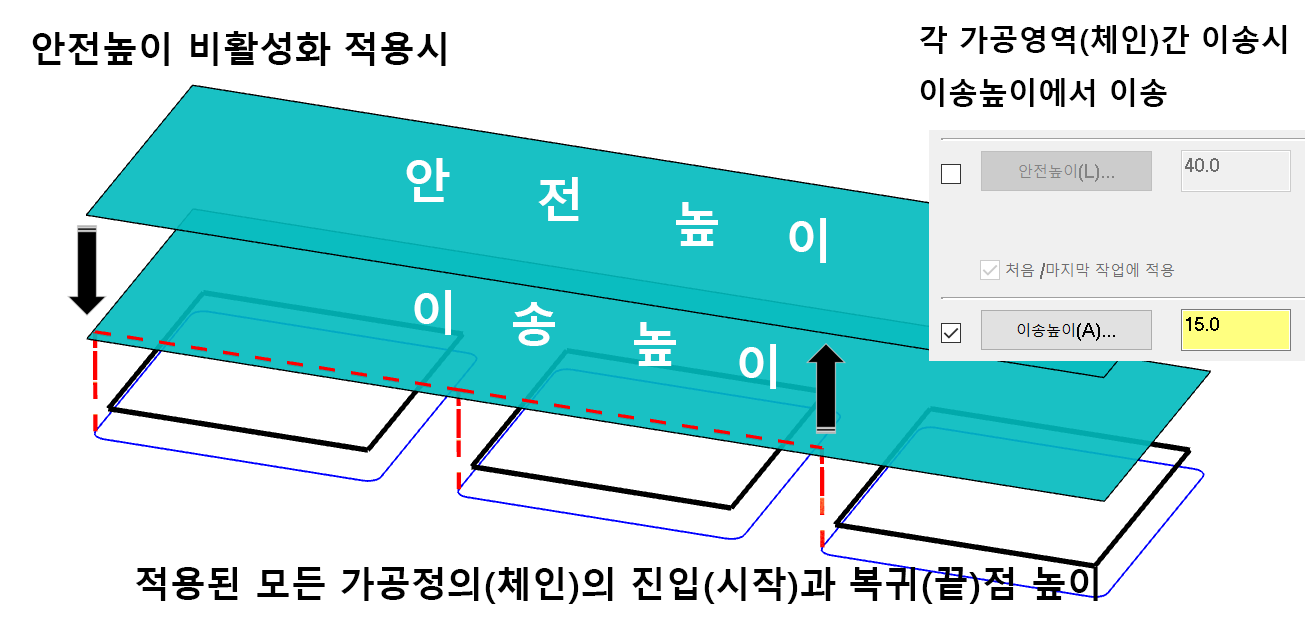
* 안전높이를 비활성화했으므로 처음/마지막 작업에 적용 옵션은 적용되지 않습니다.
③ 이송 높이(Retract : 현재 작업을 취소?)
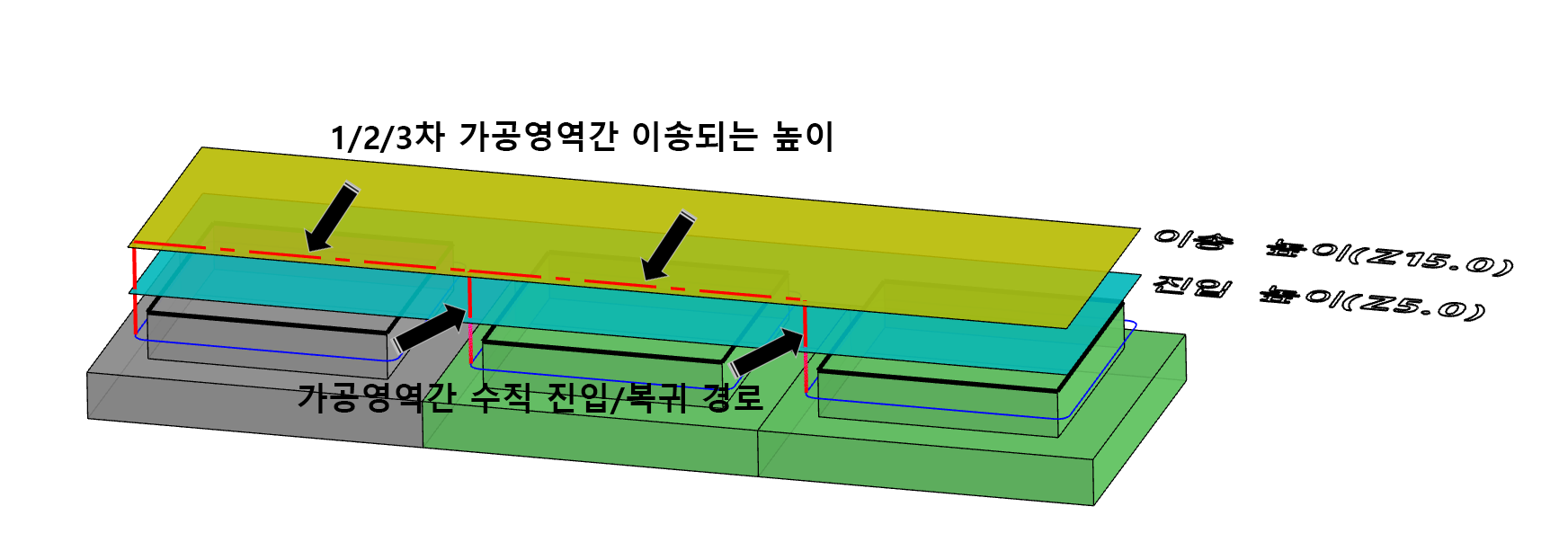
이송 높이는 현재 가공정의 중 여러 개의 체인요소(가공영역)가 있는 경우 하나의 체인요소(가공영역) 작업을 완료한 후 다음 체인요소(가공영역)로 가기 위하여 급속이송으로 수직 복귀/이송/진입 작업을 수행하는 높이를 말합니다.
* 만일 가공정의 내 단일 체인요소만 적용된 경우 이송 높이값은 무효화(그냥 수직 진입/복귀 간 중간 경로)됩니다.
* 즉 이송높이는 2개 이상의 체인요소(가공영역)를 적용한 시 에만 적용됩니다.
* 기본적으로 이송높이 구간은 수직/수평/진입/복귀 급속이송(G00)으로 이송합니다.
④ 진입 높이(Feed plane : 절삭/이송 피드(Feed)에 진입/복귀하는 높이)
진입 높이는 지금 까지 해당 장비의 급속이송(G00)에 기준하여 이송되었지만 이제 실제 가공영역에 진입/복귀하므로 가공정의에서 설정된 해당 공구의 피드값(가공에 적합한)으로 변경하여 이송하는 것으로 해당 가공정의 각 체인요소(가공영역)의 앞뒤(진입/복귀)에 작업자가 지정한 피드값으로 공구 이송을 시작/종료합니다.
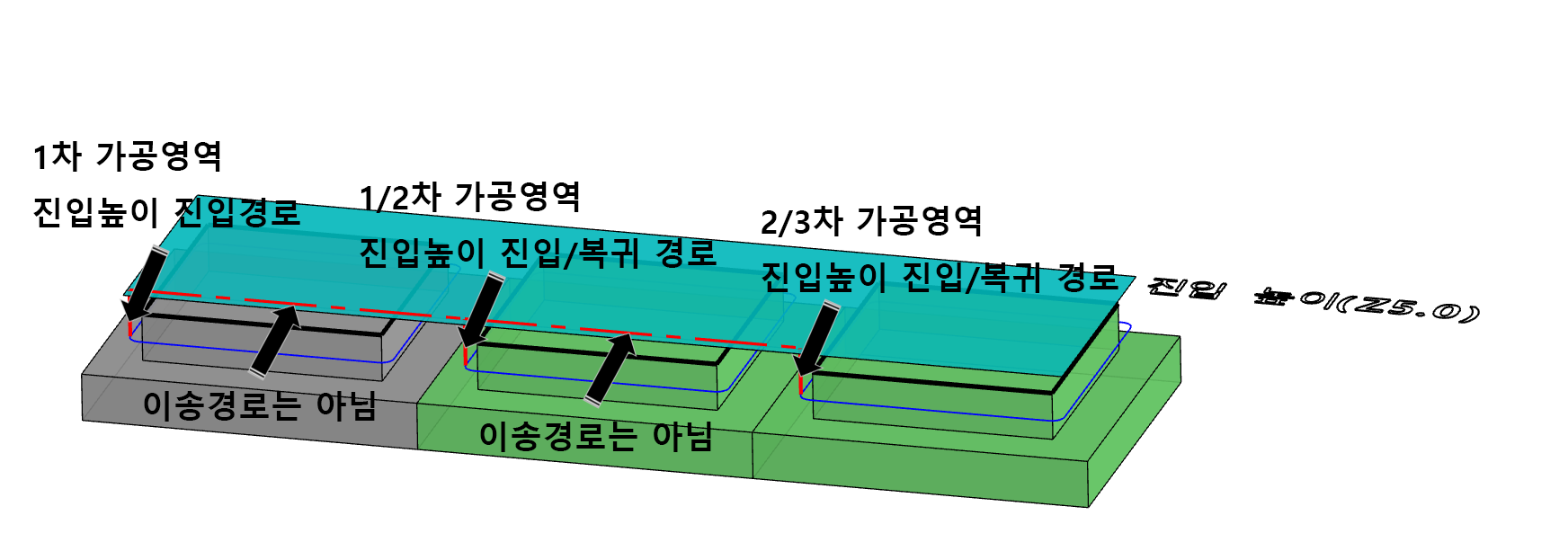
* 진입 높이는 수직 진입/복귀 경로으로만 존재하며 이송 높이을 거쳐서 진입높이와 가공깊이(또는 첫 번째 가공깊이값) 간의 이어지는 경로의 시작점(진입)/끝점(복귀) 경로를 말합니다.
* 지금까지 링크파라미터 값을 볼 때 기본적으로 진입높이 Z값까지는 해당 장비 급송이송 피드로 이송되고 진입높이 Z값부터 첫 번째 가공깊이 Z값까지 해당 공구정의의 Z축이송속도값으로 이송됩니다.
* 링크 파라미터 각 항목값에 해당 공구 절삭이송 피드는 관련 없습니다.
* 윤곽가공(윤곽, 서클밀, 헬릭스, 포켓, 페이스컷, 슬롯밀, 모따기, 다이내믹(영역밀, 윤곽밀, 필밀, 블랜드밀, 절단)에만 적용됩니다.
* 드릴가공, 3D 가공경로의 링크 파라미터와 작은 차이점이 있습니다.
⑤ 재료 상단(Top of stock : 소재 상단)
재료상단은 해당 가공물의 가공영역 상단높이 값(주로 Z0.0 값으로 설정하는)을 정의합니다.

* 가공 시작 높이를 지칭하는 값이기는 하지만 실제 가공경로 출력 시 경로 좌표값이 재료상단값(만일 Z0.0으로 지정 시 가공경로가 Z0.0부터 시작한다는 애기가 아닙니다.)부터 시작하지 않습니다.
* 만일 가공깊이 값이 있는 경우 그 가공깊이 단계값(황삭 간격)을 뺀 깊이값에서부터 가공경로 Z값이 시작됩니다.
* 만일 가공깊이 값이 없는 경우 바로 가공깊이 Z값으로 시작됩니다.
* 기본적으로 선택한 체인요소의 Z값을 따라갑니다.
(여러 가지 제약 조건(절대/증분, 체인선택 방식 등등)이 따라갑니다.)
⑥ 가공 깊이(Depth : 깊이값)
가공깊이는 해당 가공정의 최종깊이 Z값을 정의합니다.

* 가공깊이 값은 해당 가공정의 가공여유값에 직접적인 영향을 받습니다.(중요!!)
* 가공깊이 값은 재료상단, 진입높이, 이송높이, 안전높이값에 구속되지 않습니다.
(무슨 말이냐 하면 만일에 경우 안전높이(Z+40.0), 이송높이(Z+15.0), 진입높이(Z+5.0), 재료상단(Z0.0)인 상태에서 만일 가공깊이를 Z+50.0으로 지정 시 앞선 높이값(안전, 이송, 진입, 재료상단) 값이 무시되고 가공깊이 지정값(Z+50.0) 높이에 모든 가공경로가 위치하게 됩니다.)
(즉 이렇게 하면 위에 안전, 이송, 진입, 재료상단 높이값대로 이송해 오다가 다시 Z+50.0으로 올라가는 것이 아니고 전부 무효화되어 가공깊이(Z+50.0)로 생성됩니다.
* 해당 가공정의 깊이가공 적용 시 첫 번째 가공깊이는 재료상단 높이값에서 깊이가공 단계별 값(황삭 간격)을 뺀(재료상단 값보다 내려간) 값을 기초로 시작합니다.
'마스터캠 2021 기능 교육 자료(초안) > 2D 가공 경로 관련' 카테고리의 다른 글
| 마스터캠 2021를 활용한 2D가공경로에 대하여 -21(윤곽가공 절삭 파라미터-13(링크 파라미터-3)) (2) | 2024.05.29 |
|---|---|
| 마스터캠 2021를 활용한 2D가공경로에 대하여 -20(윤곽가공 절삭 파라미터-12(링크 파라미터-2)) (0) | 2024.05.26 |
| 마스터캠 2021를 활용한 2D가공경로에 대하여 -18(윤곽가공 절삭 파라미터-10(탭(Taps))) (4) | 2024.05.09 |
| 마스터캠 2021를 활용한 2D가공경로에 대하여 -17(윤곽가공 절삭 파라미터-9(측면가공)) (0) | 2024.05.05 |
| 마스터캠 2021를 활용한 2D가공경로에 대하여 -16(윤곽가공 절삭 파라미터-8(관통)) (0) | 2024.05.04 |