

이번에는 3+2(틸팅인덱스)또는 5축 가공기(동시제어)를 활용한 다각도(정회전이 아닌) 면에 대한 마스터캠 가공평면 적용 및 좌표출력(가공프로그램) 등에 대하여 간략하게 계념만 알아보겠습니다.
* 이 게시글은 아는 지인분 요청으로 그분 상황에 맞게 작성한것이라 다른 환경과는 작업 방식이 안 맞는 경우가 있습니다.
* 직접적인 가공프로그램 생성(캠작업)이 아닌 활용방법에 대한 계념 지식으로 보아주시기 바랍니다.
일단 3+2(틸팅인덱스)로 각도분활 형태 가공방식을 따르겠습니다.

가공물 형태는 다음과 같습니다.
* 바닥면의 내부 포켓이 있지만 그것까지 설명하면 글이 너무 길어져서 생략합니다.
먼저 계념적으로 어떻게 가공프로그램을 생성하는지 정의합니다.
작업 방식은 동시제어 방식이 아닌 해당 가공면을 해당 장비 가공축(스핀들 : Z축방향)과 수직이 되도록 해당 소재을 다각도로 회전시키는(자동적으로) 방식이 됩니다.
* 어떻게 보면 해당 소재 고정할 지그(Zig)작업으로 하는 것과 동일한 방식입니다.
* 또한 각도분활로 인한 각도값을 수기로 입력하여 가공면을 공구축과 수직을 유지하여 일반 2D 가공처럼 가공하는 것을 기본 방식으로 합니다.
먼저 해당 고정면을 우선 소재 바닥면에 있다고 생각하고 시작합니다.
* 가공소재는 약간 연장(체결가능하게)한 상태입니다.
* 지금은 실작업이 아닌 설명을 위한 초기작업 입니다.
먼저 가공원점(WCS) 위치를 가공물 바닥면 중앙에 두었습니다.
그러면 자연적으로 현재 WCS(Work Coordinate Systems : 작업 평면 시스템)은 가공물 바닥에 위치하게 되며 사실상 여기가 Z0.0 위치가 됩니다.
* 이는 출력되는 가공좌표값이 플러스(+) Z값이 된다는 것을 의미합니다.
(경우(각도회전)에 따라 100%는 아닙니다.)
그럼 먼저 가공순서(작업평면을 설정할 면과 순서를 선택)를 정해야 합니다.
여기서는 먼저 전/후면을 반반씩 하여 황삭경로를 생성하는 것으로 하겠습니다.
* 가공 소재는 현재 바운더리 기준 사방 2.5(5.0) 크게 설정하는 것으로 하고(체결부 쪽은 충분히 연장) 현재 황삭/중삭/면정삭용으로 별도의 간략하게 정리한(주로 홀..) 가공물을 기준으로 작업합니다.
먼저 현재 WCS평면을 하나 똑같이 복사합니다.

복사할 원본 평면 이름의 마우스 커서를 대고 우측 마우스버턴을 누르면 해당 기능 옵션창이 표시됩니다.
여기의 중복을 선택하면 평면 목록의 최하단의 동일명칭의 평면(번호증분된)이 생성됩니다.
* 이후 설명에서 나오지만 실가공 시(소재 체결구의 높잇값 : 바이스 높이값)는 현재 가공원점에 고정된 WCS가 아닌 가공원점에서 떨어진 원점(좌표 판단용 평면)에 위치한 평면을 기준으로 가공물을 이동하여 캠작업을 하여야 합니다.
* 차후 나중에 자세히 설명합니다.
그리고 이 복사한 평면을 식별하기 좋게 별도 평면이름을 입력합니다.

그럼 위 이미지처럼 공작물하단의 "가공원점-평면 : WCS, C, T"가 배치됩니다.
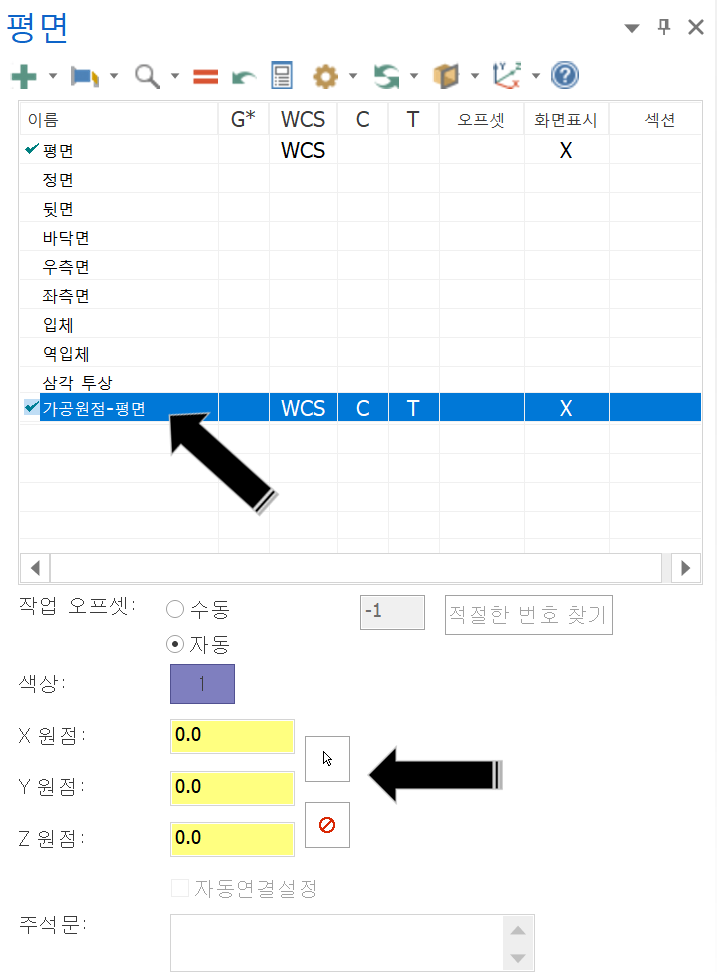
* 이때 주의사항은 현재 "가공원점-평면"은 좌표값이 반드시 X0.0, Y0.0, Z0.0 이어야 합니다.
(가공원점(WCS)에 가공원점-평면이 위치하여야 합니다.)
그럼 다음 가공 공정을 정의하여야 합니다.
우선...

1. 황삭 가공정의로서 전후면 기준 앞뒤로 나뉘어 1,2차 가공 평면을 생성합니다.
2. 황삭 가공정의로서 좌우면 기준 앞뒤로 나뉘어 3,4차 가공 평면을 생성합니다.
3. 황삭 가공정의로서 상면부 경사면 5차 가공 평면을 생성합니다.
4. 황삭 가공정의로서 상면 좌우 경사면 6,7차 가공 평면을 생성 합니다.
5. 차후 이러한 가공 평면을 활용하여 중삭/정삭 가공을 마무리합니다.
6. 해당 8,9 가공 평면을 생성 후 가공 평면의 홀 가공 후 내부 홈 가공을 마무리합니다.
그럼 먼저 1,2차 가공 평면을 생성합니다.

1차 가공평면 생성을 위하여 먼저 평면관리자창에서 "새 평면 생성"중 "솔리드면으로부터"를 선택한 후 해당 가공 솔리드면(평면생성의 기준이 되는면 경우에 따라 가공될 면이 아닐 수도 있습니다.)을 선택합니다.

그리고 나타나는 평면 선택 창에서 해당하는(실제 가공 시 적용될 3축 좌표계) 평면을 좌우 클릭 선택으로 지정합니다.
* 이때 해당 장비에서 구현이 안 되는 축방향을 선택하게 되면 가공경로가 엉뚱하게 출력되므로 항상 작업자의 장비 회전축(A, B, C)의 관계를 생각하면서 작업하시기 바랍니다.
(이것은 차후 실무 편에서 다시 설명하고 여기서는 일단 계념만 살펴봅니다.)
잠시만 살펴보면 아래 이미지처럼 선택한 평면의 축방향에 따라 원칙적으로는(2D 가공경로 생성원리로 따지면) 가공경로 방향이 바뀌어야 하지만 실제는 축의 이동방향을 결정하는 WCS(여기서는 "가공원점-평면")의 축방향과 해당 가공물의 위치/방향에 따라갑니다.

* 이것이 정상적으로 생각되는 작업평면의 축방향
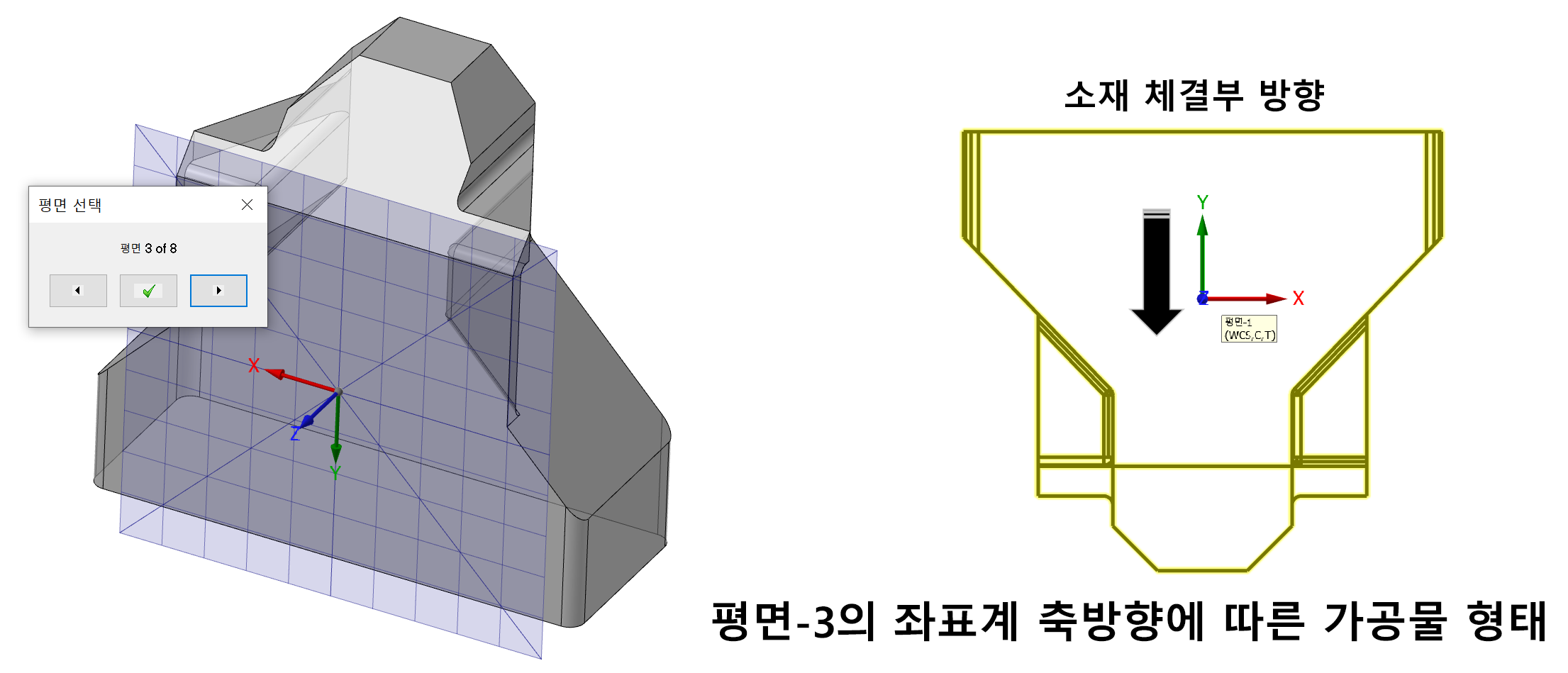
* 이렇게 축방향을 선택하면 가공경로가 영향을 받을 수도 있다고 생각하지만 고정된 WCS(가공원점-평면)의 축방향에 기준하여 결정되므로 해당 가공물(솔리드)의 위치/방향이 변동 없으면 사실상 2개 축방향의 차이점은 미미합니다.
그렇다고 아주 관계없는 것은 아닙니다.
* 만일 아예 현재 해당 장비의 회전축 방향과 무관한 방향으로 작업평면의 축방향을 지정하면 아래와 같은 경고 메시지가 출력되며 해당 가공정의는 생성되지 않습니다.

그러므로 현재로서는 해당 가공면(솔리드면)에 기준하여 Z축방향을 아래와 같이 해야 제대로 된 가공경로가 생성될 수 있습니다.
* 1차 가공평면의 Z 축 방향에 주의하시면 됩니다.

그럼 우선 1차 가공면의 작업평면은 아래와 같이 정의하고 해당 평면 이름을 "1차 가공평면[전면부]"이라고 명기하고 반드시 해당 평면 좌표값을 X0.0, Y0.0, Z0.0으로 변경합니다.
* 평면좌표값을 0,0,0으로 하는 이유는 차후 다시 설명합니다.
* 해당 생성되는 평면 이름은 작업자가 식별할 수 있으면 어느 것이던 관계없습니다.

* 평면관리자에서 "새 평면 생성" - "솔리드면에서부터"기능으로 해당 솔리드면을 선택한 후 원하는 축방향의 평면을 선택합니다.

* 그럼 새 평면 설정 입력창이 표시되며 이때 해당 평면이름을 작업자가 식별할 수 있는 이름으로 변경하고 해당 평면의 원점 좌표값을 X0.0, Y0.0, Z0.0으로 입력합니다.
그러면 해당 평면의 원점 위치가 WCS (가공원점 평면)의 원점위치가 동일하게 됩니다.
(처음 새 평면 생성 시 원점위치를 무조건 X0.0, Y0.0, Z0.0으로 하는 이유가 WCS원점과 일치시키기 위함입니다.)
* 이러한 평면 설정값은 평면생성 후 차후 변경, 수정해도 무방합니다.
이것을 우선 2차 가공평면[후면부]까지 동일한 방법으로 생성해 놓습니다.
이것을 동영상으로 보면 다음과 같습니다.
그럼 우선 예제적으로 전/후면 황삭 가공경로만 먼저 생성해 보겠습니다.
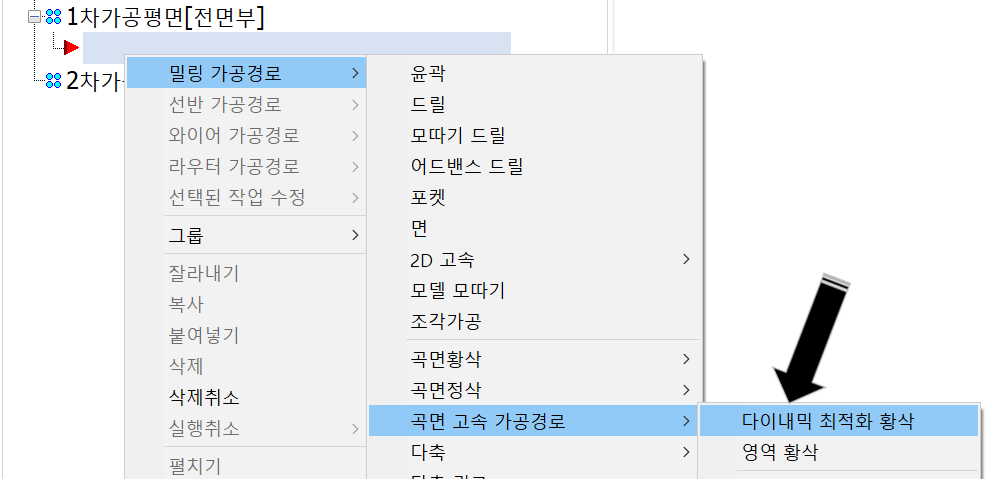
황삭 가공경로는 어느 것을 써도 문제없지만 일단 고속 곡면가공 경로중 "다이내믹 최적화 황삭"경로를 사용해 보겠습니다.
먼저 전면부 "1차 가공평면[전면부]을 선택합니다.
* 여기서 선택한 것은 해당 평면(작업할)을 평면관리자에서 C-plan(작업평면), T-plan(공구평면)으로 선택하여야 한다는 애기입니다.
(이것은... 먼저 안 하고 가공정의를 먼저 생성하고 나중에 선택하여도 무방하나 원칙적으로는 먼저 선택하는 것이 차후 가공경로 생성 시 좋습니다.)

그리고 해당 가공그룹을 생성한 후 그 빈칸에서 해당 가공경로(다이내믹 최적화 황삭)를 선택합니다.
그리고 먼저 모델도형 파라미터에서 가공도형(가공대상 곡면)과 회피도형(회피대상 곡면)을 선택하여 줍니다.
* 회피 도형은 소재 체결부(공구가 진입하면 안 되는 범위)인 후면부(공작물 바닥면)를 선택합니다.
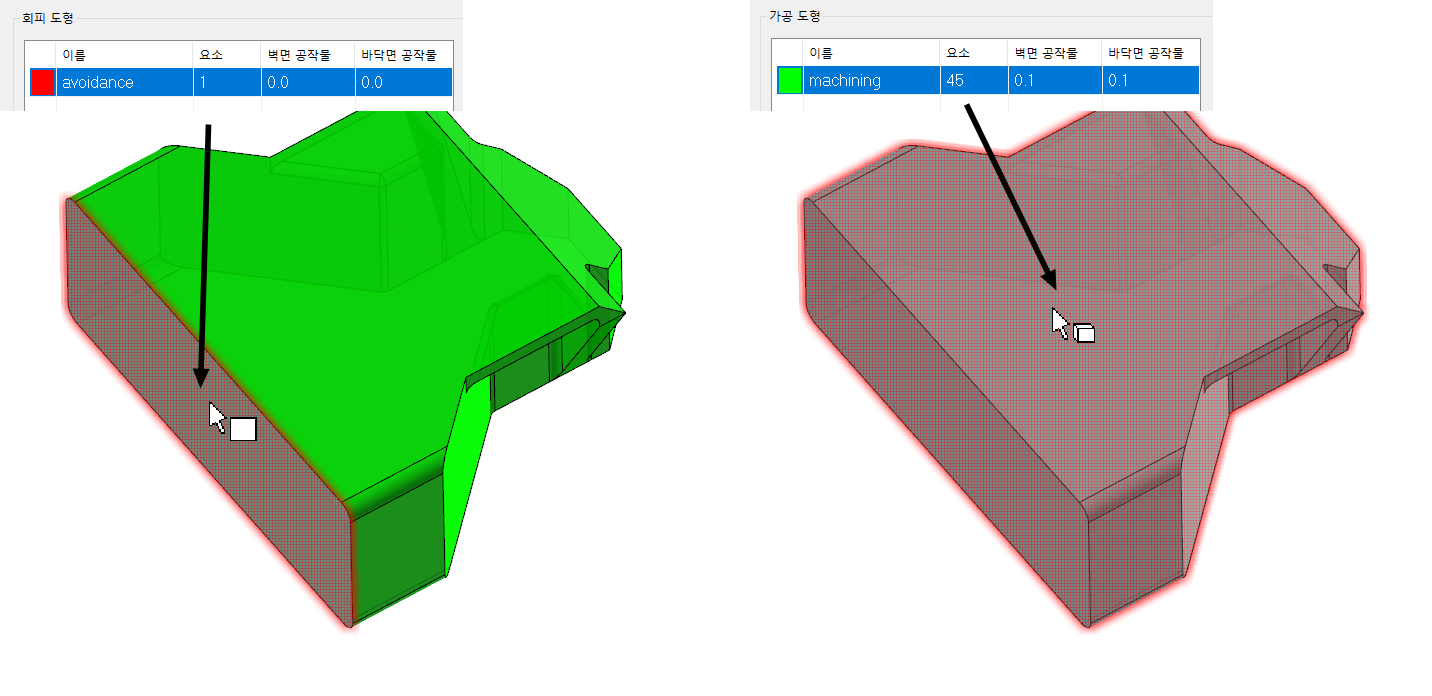
그리고 공구중심영역은 약간 확장된 소재영역에 준하여 생성된 와이어프레임을 준비하여 선택해 줍니다.

그리고 항상 얘기하겠지만 중요한 것 하나가 항상 해당 가공정의 평면값이 해당 가공평면이 지정되어야 합니다.
즉 해당 가공정의 평면 파라미터 설정이 아래와 같이 되어 있어야 합니다.

* 즉 해당 가공정의 평면값이 WCS: 가공원점-평면, 작업평면: 1차 가공평면[전면부], 공구평면: 1차가공평면[전면부] 이렇게 지정되어 있어야 합니다.(중요!!!!)
만일 제대로 지정이 되면 자동적으로 해당 가공경로 관리자창의 해당 가공정의에 각 지정된 평면이 표시되며 평면관리자도 동일하게 적용되어야 합니다.
* 또한 중요한 것은 각 WCS, 작업/공구 평면의 원점 좌표값은 전부 X0.0, Y0.0, Z0.0(정확히는 WCS 좌표값 기준 전부 동일하게 입력되어 있어야 합니다.)로 입력되어 있어야 합니다.
(그래서 앞서 가공평면 생성 시 위 내용을 미리 지정하고 가공정의를 생성하면 작업이 좀 수월합니다.)
그 외 파라미터는 일반적인 수준에서 정의하였습니다.
(가공경로 설명이 아니므로 생략..)
다만 두 가지 설정에 대하여 설명한다면.
1. 절삭 파라미터 - 스팁 / 쉘로우
현재 작업평면(C/T-plan)이 공작물 중간에 위치하므로 가공범위는 +30 ~ -30(공작물 두께가 60)이 됩니다.

그런데 그럼 최소 +30.0 최대 -30.0이 아닌 이유는 만일 위와 같이 정의하면 파라미터 설정(절삭 파라미터-가공 횟수-스텝다운 값 5.0)에 의하여 절삭 깊이단계값이 정해지는데 위와 같이 정의하면 최솟값(+30)에서부터 5.0 단계로 경로가 생기므로 현재 사방으로 확장된(2.5 정도) 면은 가공경로가 생성되지 않습니다.
* 물론 나중에 다시 중삭/정삭 가공경로를 생성하여 작업하여도 무방합니다.
그러므로 적당한 Z값을 올려서 (절삭 깊이값에 기준해서) 현재 공작물 상면에 1차적으로 가공여유를 고려하여 경로를 생성하도록 스팁 / 쉘로우 Z깊이-최솟값을 조절한 것이며 이렇게 되면 단계별로(전체 가공깊이 60.0이지만 소재 사이즈는 65.0이고 절삭 깊이 5.0 단계로 내려갈 경우 실제 소재 깊이(-32.5)까지 가공경로가 생성될 수 없을 수 있으므로 좀 더 연장 값을 최댓값에 입력한 것입니다.
* 여기에는 모델 도형의 가공도형의 가공여유값도 영향이 갑니다.

2. 링크 파라미터 - 복귀값
현재 가공 범위가 +33 ~ -33 이므로 링크파라미터 복귀(수직복귀 시) 높이값이 이 가공범위 보다 높아야 합니다.
* 그리고 가능한 절댓값으로 좀 높게 설정하시기 바랍니다.
(소재 회전시등 여러 가지 이유로 항상 안전한 높이에 위치하여야 합니다.)

그러므로 링크 파라미터 - 복귀에서 안전평면 높이 (공구 이송높이 값?)은 절댓값으로 +33보다 높은 절댓값(+50)으로 지정하고 가능한 수직복귀 쪽이 안전하므로 "전체 수직복귀" 값으로 설정합니다.
* 물론 경로확인 등으로 경로 이송에 문제가 없다면 해당 높이값을 조절 가능합니다.
그런데 현재 경로를 자세히 보시면 문제점이 공구가 하나의 가공영역을 종료하고 다음 가공영역으로 이송하기 위하여 급속이송 시 일반적인 가공형태(3축)에서는 문제가 안되지만 여기서는 체결부가 있는 쪽으로 가공경로가 생성되는 문제가 발생됩니다.
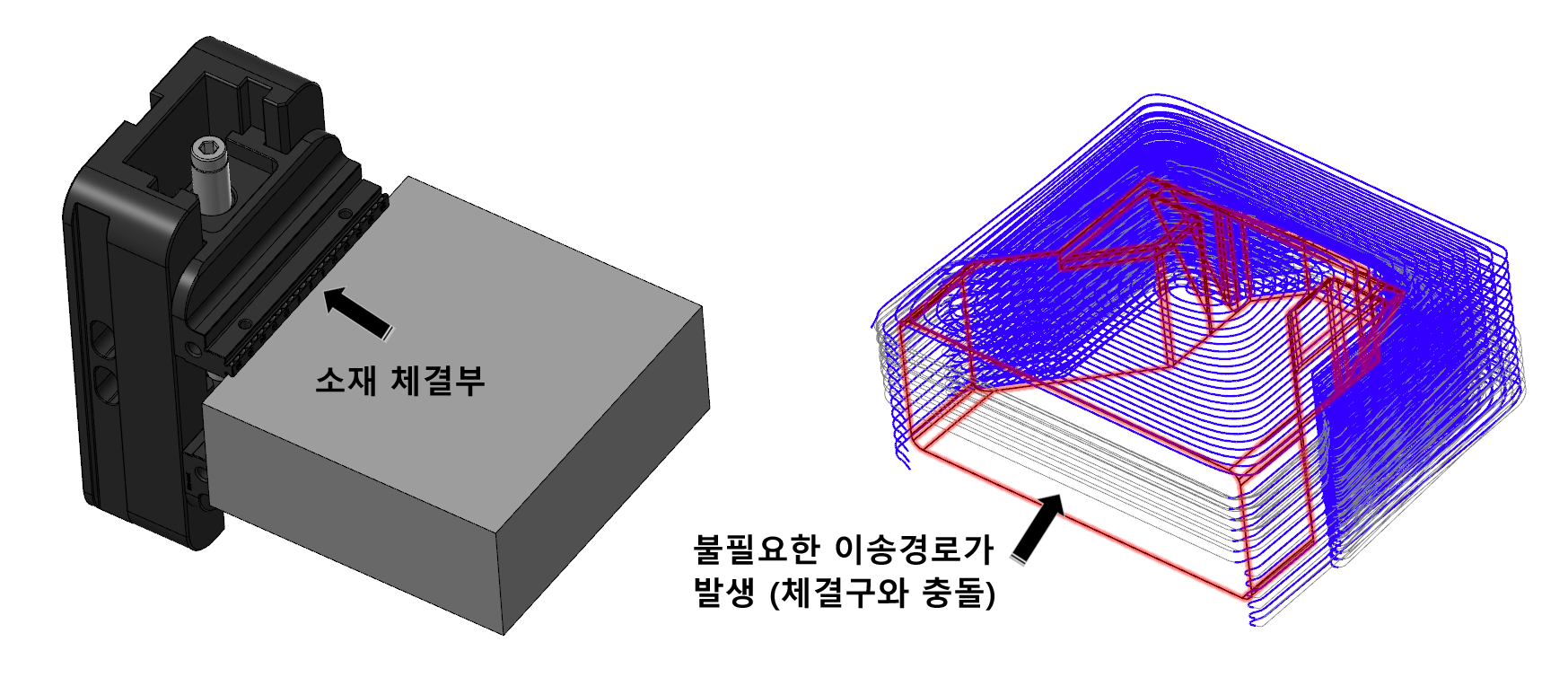
현재 공작물 바닥면은 소재 체결구(센터링 바이스)가 있으므로 여기로 경로가 생성되면 안 됩니다.
그러므로 이러한 경로 생성을 막기 위하여 별도의 회피곡면을 생성해서 위치해 줍니다.

그러고 다시 해당 가공경로를 재생성하면 위와 같이 회피곡면 뒤로는 가공경로가 생성되지 않습니다.
이것은 여러 가지 방법이 있는데 이렇게 회피곡면을 생성해서 막이(?)를 해주시거나 아니면 회피곡면과 절삭파라미터 - 모션 > 캡크기, 복귀 항목을 조절(영역을 회피할 때나, 거리를 초과하거나 등의 선택옵션..)하여 회피곡면뒤로 이송 경로 생성을 막을 수 있습니다.

* 만일 이러한 조치(회피곡면 생성 & 모션> 캡크기, 복귀 항목 조절)를 해도 안 되는 경우가 있습니다.
흔히 할 수 있는 실수인데 대부분 소재영역(체결부가 물고 있는 부분까지 선택)을 공구중심 영역으로 지정하는 경우 발생합니다.
즉 아래와 같이 원재 소재 영역(체결부까지)을 지정하는 경우에는 회피곡면을 생성해도 그 뒤로(회피곡면을 무진장 크게 하기 전에는 거의 무한대..) 이송경로가 생성됩니다.
* 경우에 따라 모션> 캡크기, 복귀 옵션을 "안 함" 말고 적용되도록 옵션을 달리 선택하면 뒤로 이송경로가 생성되지 않는 경우가 있습니다.

이런 경우 아래와 같이 공구중심영역 체인을 실제 가공영역에만 존재하도록 조절해 주면 아무 문제 없이 가공경로가 생성되는 것(회피곡면 뒤로 이송경로가 생성되지 않는)을 볼 수 있습니다.

이렇게 해서 우선 1차 가공평면 황삭 가공경로를 생성하였습니다.
그럼 이번에는 뒤집어서 2차 가공평면에 대한 황삭 가공경로를 생성합니다.
그전에 현재 1차 황삭 가공정의 모의 가공을 먼저 실행해 봅니다.

이제 2차 가공평면[후면부] 가공정의를 생성하겠습니다.
가공경로는 앞서와 동일한 다이내믹 최적화 황삭 경로입니다.
우선 앞서와 동일하게 2차 가공평면[후면부]을 평면관리자창에서 C/T-plan(작업평면)으로 선택합니다.

그리고 전면부와 동일하게 모델도형에서 가공도형과 회피도형을 선택합니다.

공구 중심영역 체인도 동일하게 선택해 줍니다.

다른 절삭 파라미터값도 동일하게 정의합니다.
다만 앞서 1차 가공 황삭가공에서 후면부 영역도 일부 절삭을 하였으므로 일부 에어컷(절삭 불필요 공간)이 있으므로 이를 반영하기 위하여 공작물 파라미터 설정을 적용하였습니다.

* 위 이미지처럼 1차 가공(황삭)에서 2차 가공영역까지 가공이 완료되었기 때문에 그대로 동일하게 가공경로를 생성하면 불필요한 에어컷 영역까지 경로가 생성됩니다.
그래서 해당 가공정의 공작물 파라미터 설정에서 앞서(1차) 가공정의에서 완료된 절삭부위를 파악해서 미절삭된 영역만 골라 가공경로가 생성되도록 하였습니다.
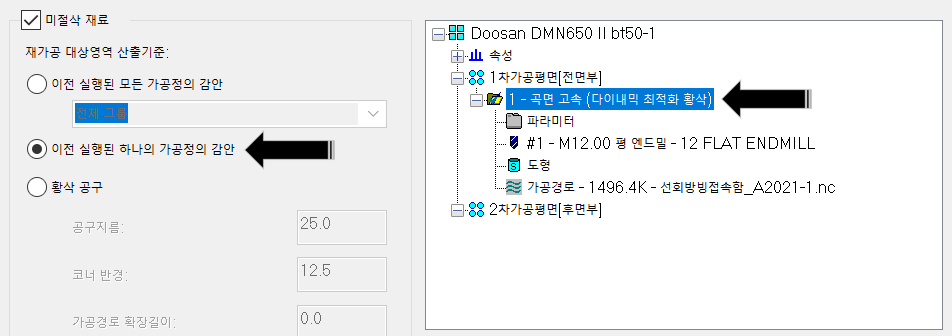
그래서 위와 같이 공작물 파라미터 설정을 적용합니다.
그리고 다시 해당 가공정의(2차)를 재생성합니다.

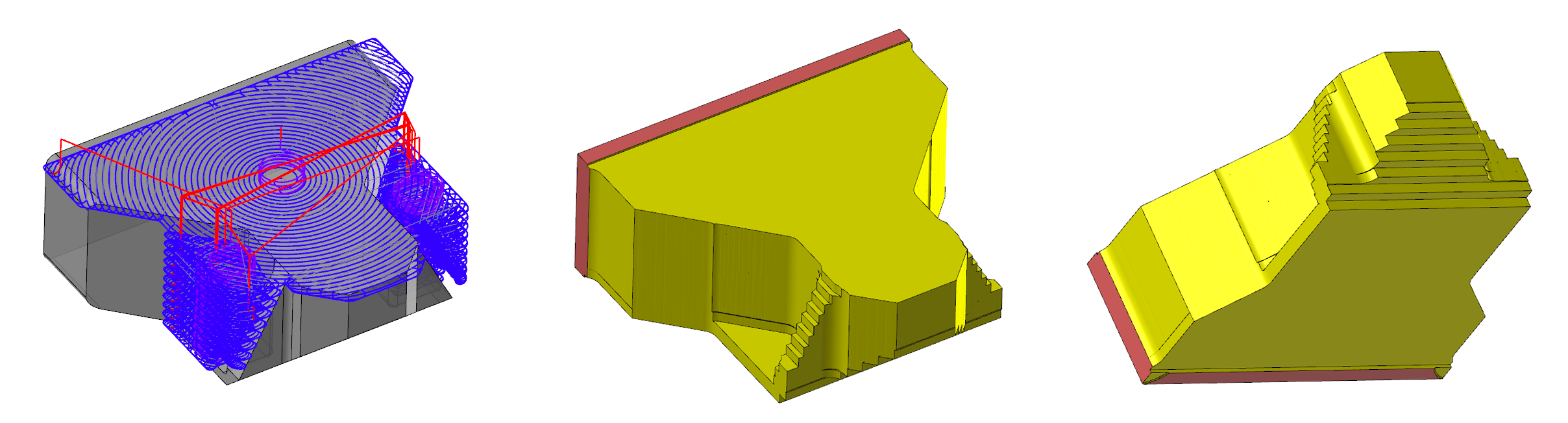
그리고 모의가공을 실행해 보았습니다......?!!
그런데 2차 가공평면의 앞부분을 보면 가공이 되다만 듯한 형상이 보입니다.
("?" 화살표 위치)
다시 가공경로를 살펴보면 역시나 그 부분의 가공경로가 생략(?)되어 있어 가공자체가 안된 것이었습니다.
이것이 왜 그러는가 하면...
현재 적용한 가공경로"다이내믹 최적화 황삭"은 다축 가공경로가 아닙니다.
* 일반적으로 다축 가공경로 이외는 전부 3축 (Z 축 수직축이 고정된) 가공경로입니다.
그러므로 가공평면이 WCS 기준 한 가지 방향만 지원합니다.
(즉 아까와 같이 1차 가공평면 가공완료 후 다시 뒤집어져서(평면 Z축방향이 바뀌는) 정의되는 것을 인식하지 못합니다.)
그러므로 자동적으로 1차 가공 결과를 공작물 기능으로 적용하면 동일한 Z축방향의 가공정의로 인식하여(자동적으로 뒤집어지는) 1차 가공정의에서 가공 완료되는 부분(앞 돌출 경사부)은 가공이 완료되어 있는 것으로 인식하여 그 부분에 대한 가공경로를 생성하지 않는 것입니다.

* 위 문제를 확인할 방법은 보통 두 가지입니다.
1. 해당 1차 가공정의 결과물(모의가공)을 별도의 STL파일로 저장 후 이를 다시 뒤집어서(2차 가공평면과 맞추어) 이를 공작물 파라미터에서 해당 "CAD 파일"기능으로 적용하거나 아니면 별도 공작물 모델을 정의하여 이를 기초로 해당 가공정의(2차) 공작물 파라미터에서 받아서 작업하는 방법이 있습니다.
* 그러나 이렇게 저렇게 하나 절차나 준비가 복잡하고 경우에 따라 노력한 것 대비 결과물(적절한 최적화 가공경로 생성)이 좋지 않을 경우가 있습니다.
2. 공작물 기능을 사용하지 말고 수동으로 별도의 적절한 영역(미절삭 영역을 구분할)을 공구 중심영역 체인을 생성하여 불필요한 에어컷 영역을 가공영역에서 제외합니다.
* 이 방법 또한 약간의 노력(공구 중심영역 체인용 와이어프레임 생성)을 하여야 하나 작업자의 의도대로 공구 중심영역 체인을 적용하여 적절하게 적용 가능한 장점이 있습니다.
여기서는 2번을 선택하겠습니다.
결국 필요한 공구 중심영역은 공작물의 외곽형태는 1차 가공경로에서 황삭 완료되므로 나머지 부분의 외곽을 이어서 와이어프레임을 생성합니다.
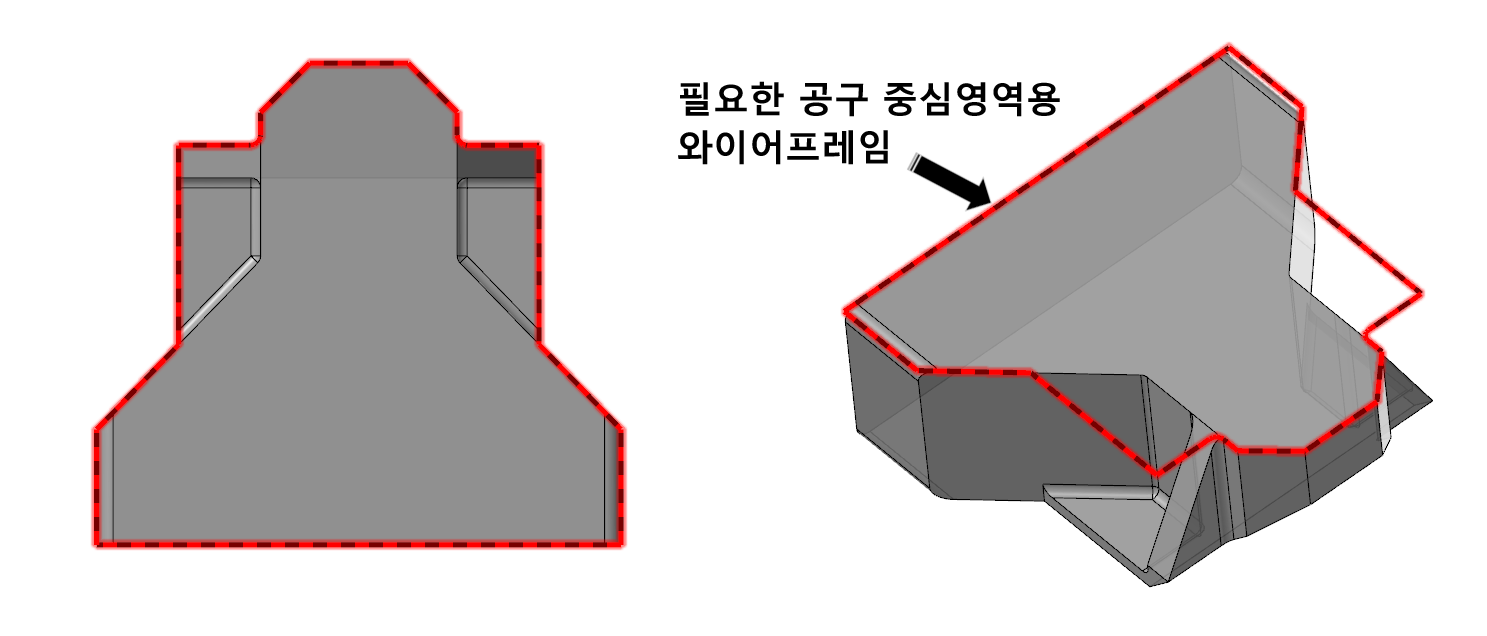
이 와이어프레임 생성 방법은 커브 - 커브 한끝단 생성 기능으로 기초선 생성 후 적절히 편집하여 만들었습니다.
* 만일 이러한 방법이 불편(?)하거나 해당 공작물의 최외곽선만 필요한 경우(가공물 형태에 따라 적용 가능/불가능) 와이어프레임탭 - 형태 - 실루엣 바운더리 기능으로 단순히 솔리드 최외곽선을 생성할 수 있습니다.

그럼 서두가 좀 길이지만 이제 2차 가공평면[후면부]에 대한 가공정의를 생성합니다.
* 절삭 파라미터값은 거의 1차와 동일하게 적용합니다.
다만 중요한 것은 1차 가공평면[전면부] 가공정의 와 마찬가지로 해당 가공정의 평면 파라미터는 해당 가공평면이 정의되어 있어야 합니다.

* 이후 이러한 것이 반복되는데 해당 가공평면이 변경될 때마다 계속 해당 평면 파라미터값의 WCS(고정), 작업평면(해당 가공평면), 공구평면(해당 가공평면) 각 평면의 원점값은 WCS 원점값과 동일하게 입력되어 있어야 합니다.
그럼 위에서 설명한 내용대로 다이내믹 최적화 황삭 가공경로를 생성하였습니다.
그리고 이것을 모의가공에서 시뮬레이션 모드로 5축 가공기에서 가공하는 모습을 볼 수 있습니다.
이제 공작물의 앞뒤면의 황삭 가공경로를 생성하는 과정을 살펴보았습니다.
다음에는 나머지 면의 대한 황삭 가공정의와 정삭 가공경로를 생성하는 것을 알아보겠습니다.
참고자료로서 다음 링크를 참조해 주십시요.
https://momoman83.tistory.com/413
마스터캠 2021 활용한 다각도면 홀가공 작업에 대하여-6 (틸팅인덱스)
이제 이번에는 (3+2) 틸팅 인덱스 장비를 활용한 다각도 경사면 홀가공의 수동으로 가공경로 생성 하는 방법을 알아보겠습니다. * 수동 가공경로 생성이라고 명기하지만 좌표 수동입력이 아니고
momoman83.tistory.com
https://momoman83.tistory.com/414
마스터캠 2021 활용한 다각도면 홀가공 작업에 대하여-7 (틸팅인덱스-2)
이번에는 마지막으로 다각도 경사홀 가공하는 방법을 작업평면을 활용하여 자동캠(?)(CAM) 작업하는 방법에 대하여 설명하겠습니다. 사실 방식은 앞의 얘기한 것과 크게 다르지 않습니다. (종합
momoman83.tistory.com
'마스터캠 2021 기능 교육 자료(초안) > 다축 가공 경로 관련' 카테고리의 다른 글
| 마스터캠 2021를 활용한 틸팅인덱스(3+2) 작업평면 적용방법-3 (0) | 2025.04.03 |
|---|---|
| 마스터캠 2021를 활용한 틸팅인덱스(3+2) 작업평면 적용방법-2 (1) | 2025.03.23 |