


이번에는 가공 칩 배출을 위한 칩 컨베이어 벨트 가동에 대하여 알아보겠습니다.
이제 신규 머시닝 장비 가동 을 위하여 세팅을 하고 가공 자동운전을 실행합니다.
그러면 가공 되고 있는 동안 칩배출 용 컨베이어 벨트 가 가동되어 칩배출 이 됩니다.
(장비에 따라 칩 배출 용 스크류 도 같이 회전 가동됩니다.)
그런데 가만히 보다 보면 가공 중에 자동 컨베이어 벨트 가 가동 되는 것은 좋은데 (컨베이어 벨트 자동 운전 상태에서) 가만히 보면 불필요하게 가동되는 것 아닌가 생각이 들 때가 있습니다.
항상 자동운전 중에 가동되며 사실상 칩 발생이 거의 없는 가공 형태 에서 도 가동됩니다.
가공 작업중 정삭 작업 중 영향을 안 줄려고(진동 발생) 대기톨도 안 하는데 컨베이어 벨트가 돌면서 소음이나 진동이 발생합니다.
절삭유 대신 에어 사용 시 도 불필요하게 가동된다.
간혹 어느 정도 칩 발생하면 한 번에 칩 청소 작업을 하고 싶은 때도 있습니다.
또는 전체 자동운전 시간 중 일부 구간에서만 수동으로 컨베이어 벨트 을 가동하고 싶기도 합니다.
위 와 같은 등등 의 이유로 컨베이어 벨트 가동을 수동으로 운전하길 바라는 경우가 있습니다.
*간혹 일부 장비는 컨베이어 벨트 가동을 토글스위치 형태로 정지 / 수동 / 자동을 선택하여 사용 도 가능합니다.
그래서 해당 장비 사용자 매뉴얼을 참고해 봅니다.
해당 컨베이어 벨트 가동 시간 조절 은 다음과 같이 합니다.
매뉴얼을 참고하면 컨베이어 벨트 가동 시간 설정 은 PMC 보수의 타이머 입력 값 조절을 하면 되며 그것 은 타이머 번호 T0006 (가동 시간 값) , T0008 (가동 중지 시간 값)을 조절하게 되어 있습니다.
그럼 이 값을 설정해 보겠습니다.
우선 MDI 모드에서 OFS/SET(옵셋) 모드로 전환 후 파리 미터 쓰기을 하기 위하여 설정 화면으로 들어갑니다.

위 와 같이 설정 화면으로 전환하여 파라미터 쓰기 입력 칸으로 커서 을 화살표 이동키로 이동하여 "1" 값을 입력(INSERT or NPUT) 합니다.
* 이때 알람 이 발생 하지만 무시하셔도 무방 합니다.

이후 조작반 키보드의 시스템(SYSTEM) 버턴을 눌러 시스템 설정 화면으로 들어갑니다.
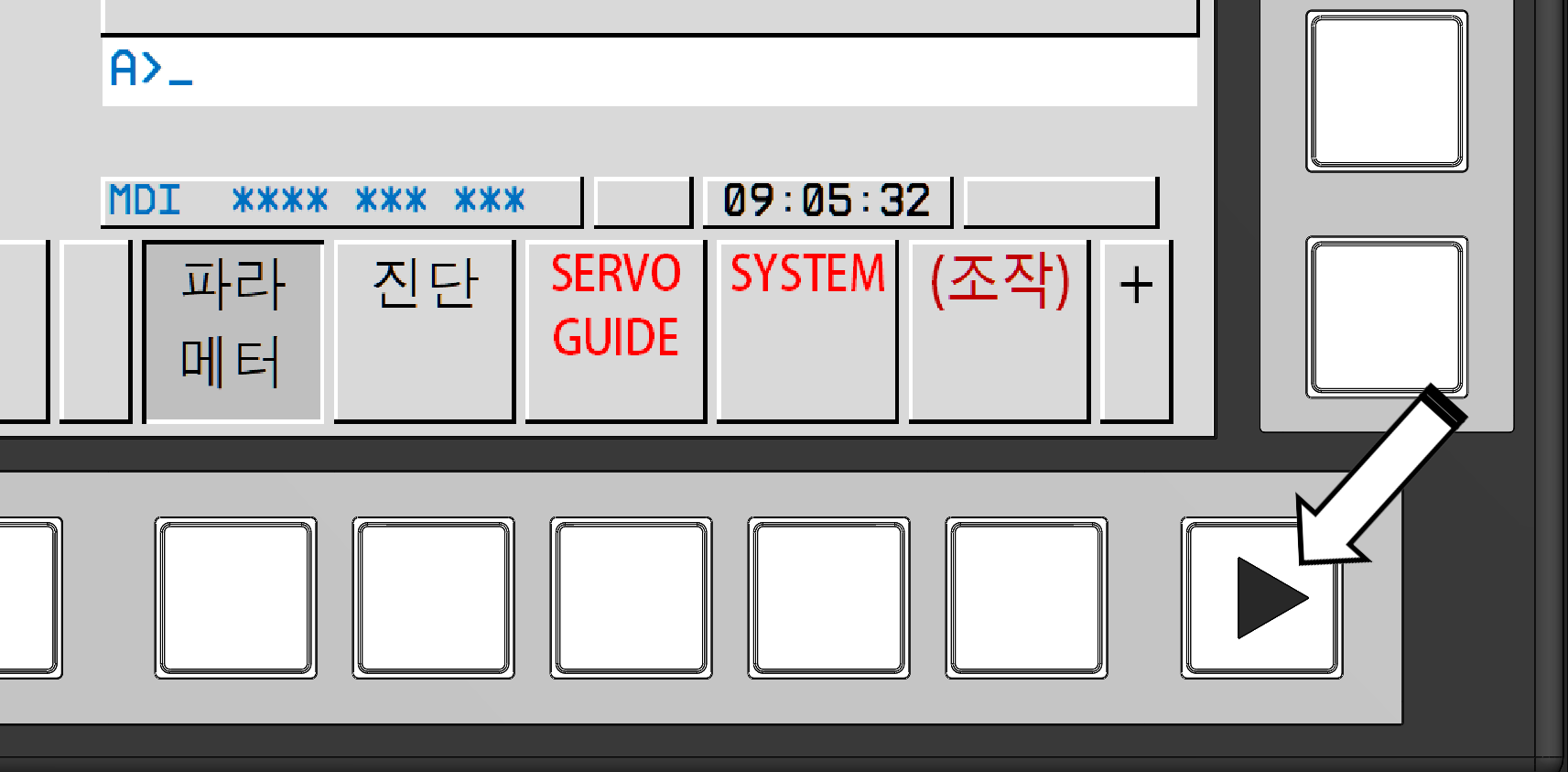
그리고 나오는 파라미터 설정 화면 또는 진단 화면에서 모니터 아래 오른쪽 이동 키을 눌러 다른 설정 화면으로 넘어갑니다.
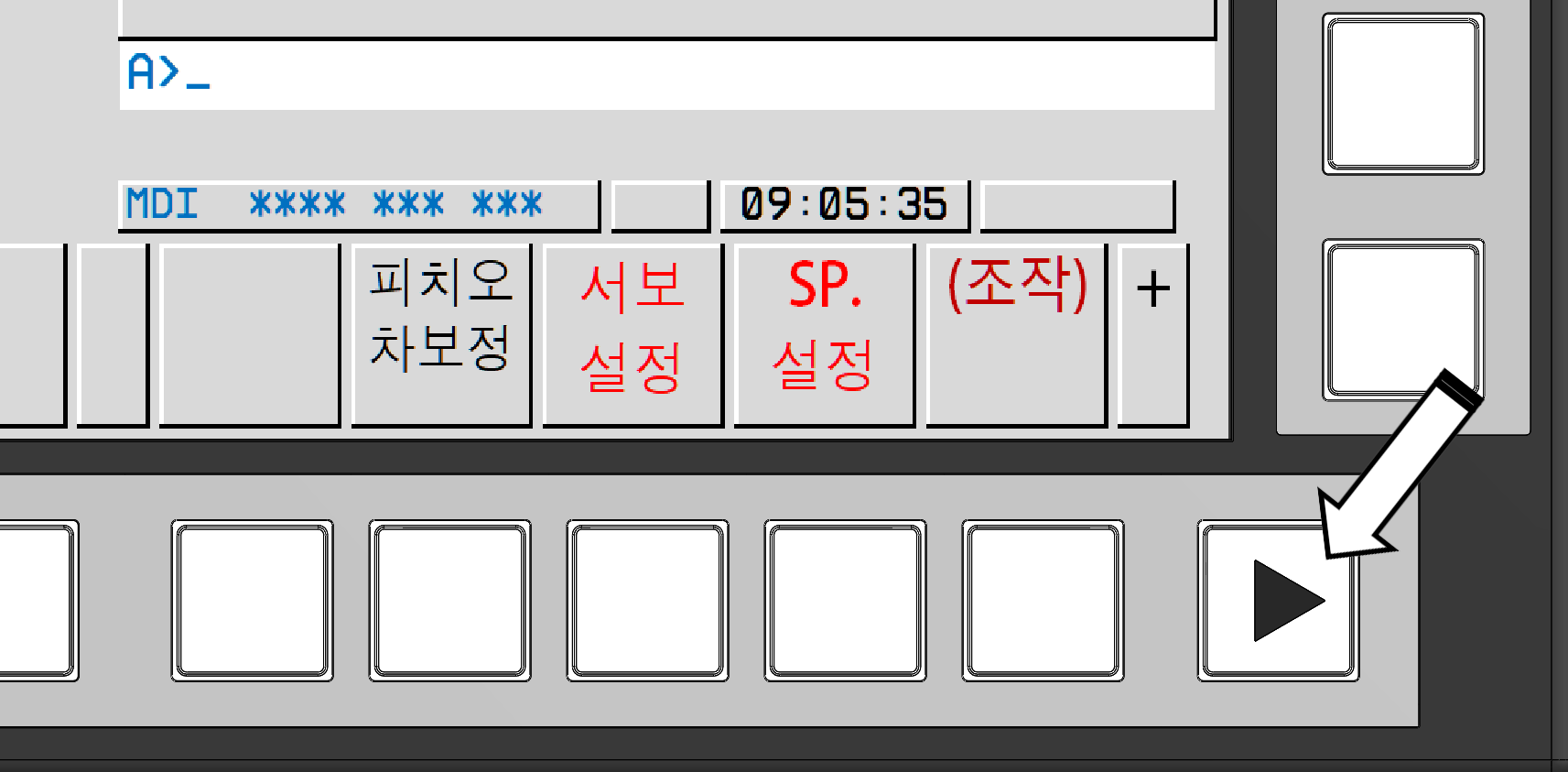
이것 도 넘어갑니다.
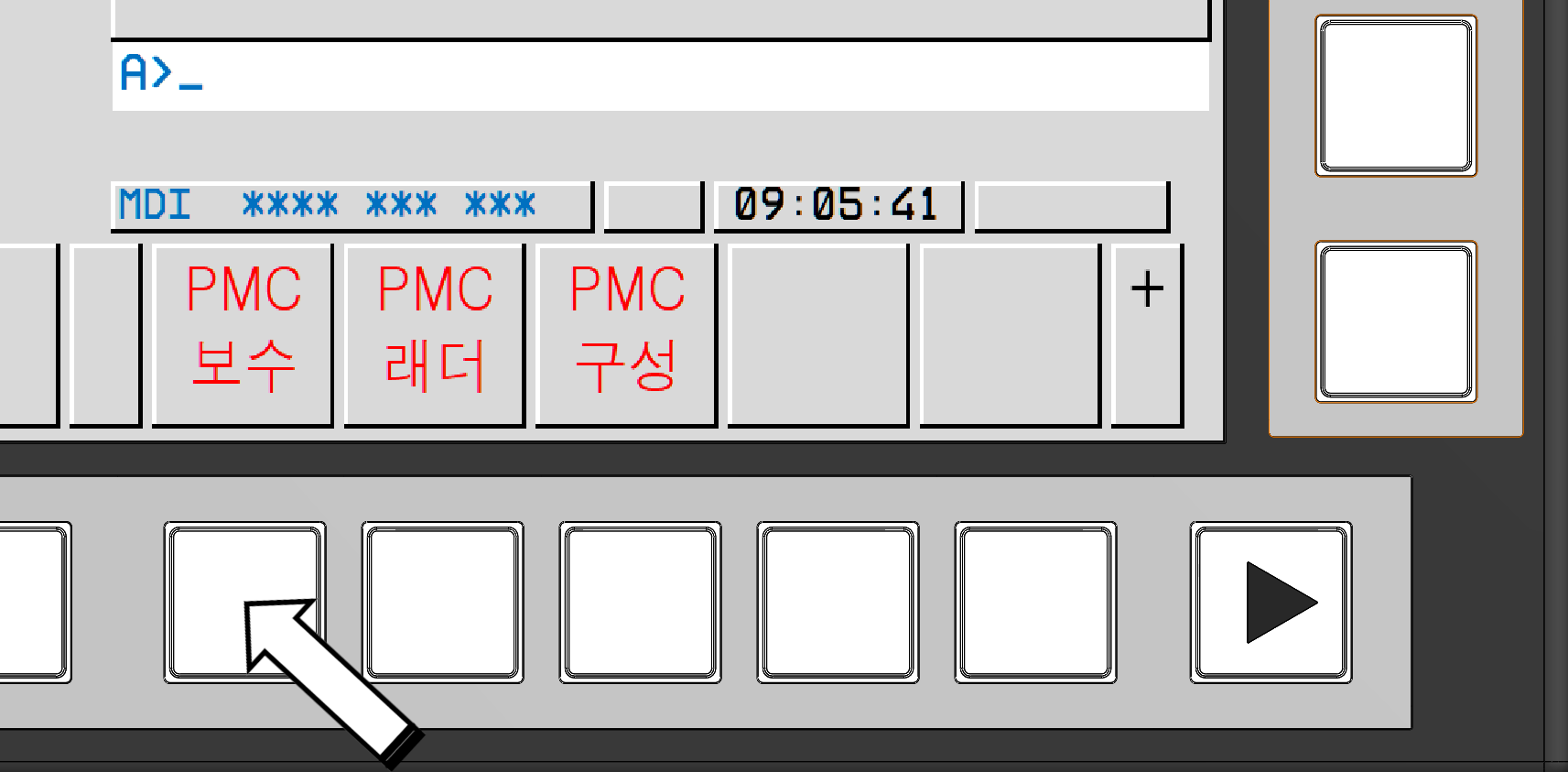
여기에서 화면 PMC 관련으로 나오면 여기서 PMC 보수 소프트키 을 눌러 해당 화면으로 들어갑니다.
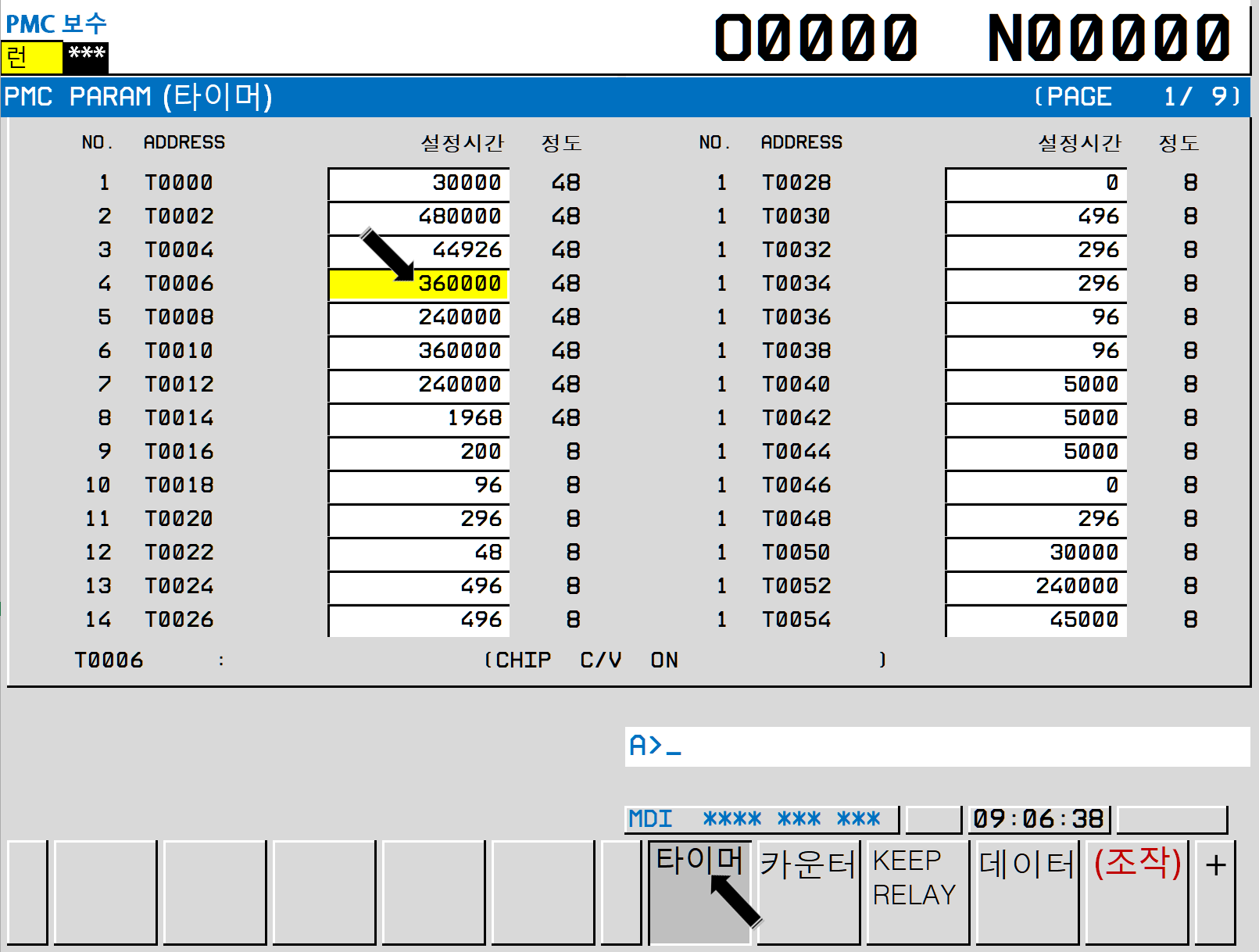
그리고 PMC 보수 화면에서 타이머 소프트 버턴을 눌러 (화면처럼 모니터 을 누르는 것이 아니고 아래 소프트키) 해당 타이버 설정 화면으로 넘어갑니다.
매뉴얼에 의하면 T0006번 (가동 유지 시간) , T0008번 (가동 중지 시간)을 조절하게 되어 있습니다.
입력 값 적용 은 해당 자동 운전 시간 중 T0006번 값에 의하여 지정된 시간만큼 가동되며 이 시간 종료 후 T0008번 값에 의하여 가동 중지 상태 (휴지 시간)을 유지하다가 만일 이 휴지 시간 종료 후 에도 가동 이 계속되면 다시 T0006번 값에 의하여 다시 가동됩니다.
예 :
위 설정 값 T0006 (360,000 = 단위 가 1,000/1초 = 360초 = 6분 가동시간)
T0008 (240,000 = 1,000/1초 = 240초 = 4분 가동 중지 시간)
즉 만일 10분 가동 시끼고 싶으시면 10분 = 600초 * 1,000 = 600,00을 입력합니다.
만일 자동 가공 시간 이 15분 이면 자동 운전 시작 후 6분 간 컨베이어 벨트 가 가동되고 6분 종료 후 4분 컨베이어 벨트 가 가동 종료 되며 (가공 자체는 계속 진행) 4분 종료 후 (총 가공 시간 15분 중 10분 진행중) 다시 6분 중 나머지 5분 동안 컨베이어 벨트가 가동 되고 자동 운전 종료와 같이 종료합니다.
* 원래 의도는 먼저 황삭 작업 시 칩발생이 많으므로 가동 하고 황삭 완료 후 정삭 작업시 컨베이어 벨트 가동 종료하라는 의도이지만 일일이 적용하기 어렵습니다.
이러한 점을 고려하셔서 사용자의 환경에 맞추어서 타이머 값을 입력하셔서 사용하시기 바랍니다.
여기서 한 가지 문제점 이 있습니다.
사용자 가 무조건 자동운전 시 자동 가동 이 아닌 완전히 수동으로 컨베이어 벨트 을 가동하고 싶은 경우 단순히 자동 가동만 막길 바라신다면 타이머 값을 "0"으로 입력하셔도 되지만 실제로는 해당 기능의 킵 릴레이 설정에 의하여 자동 가동 기능을 OFF 시킵니다.
* 만일 위 타이머 설정을 종료하시게 되면 다시 옵셋 설정에서 파라미터 쓰기 기능을 비활성 화 ("0" 입력) 하셔야 합니다.
이제 그러한 방법을 알아보겠습니다.
우선 파라미터 쓰기 기능을 활성 화 한 후 ("1" 입력) 같은 소프트 화살표 키 을 사용하여 PMC 보수 화면으로 이동합니다.
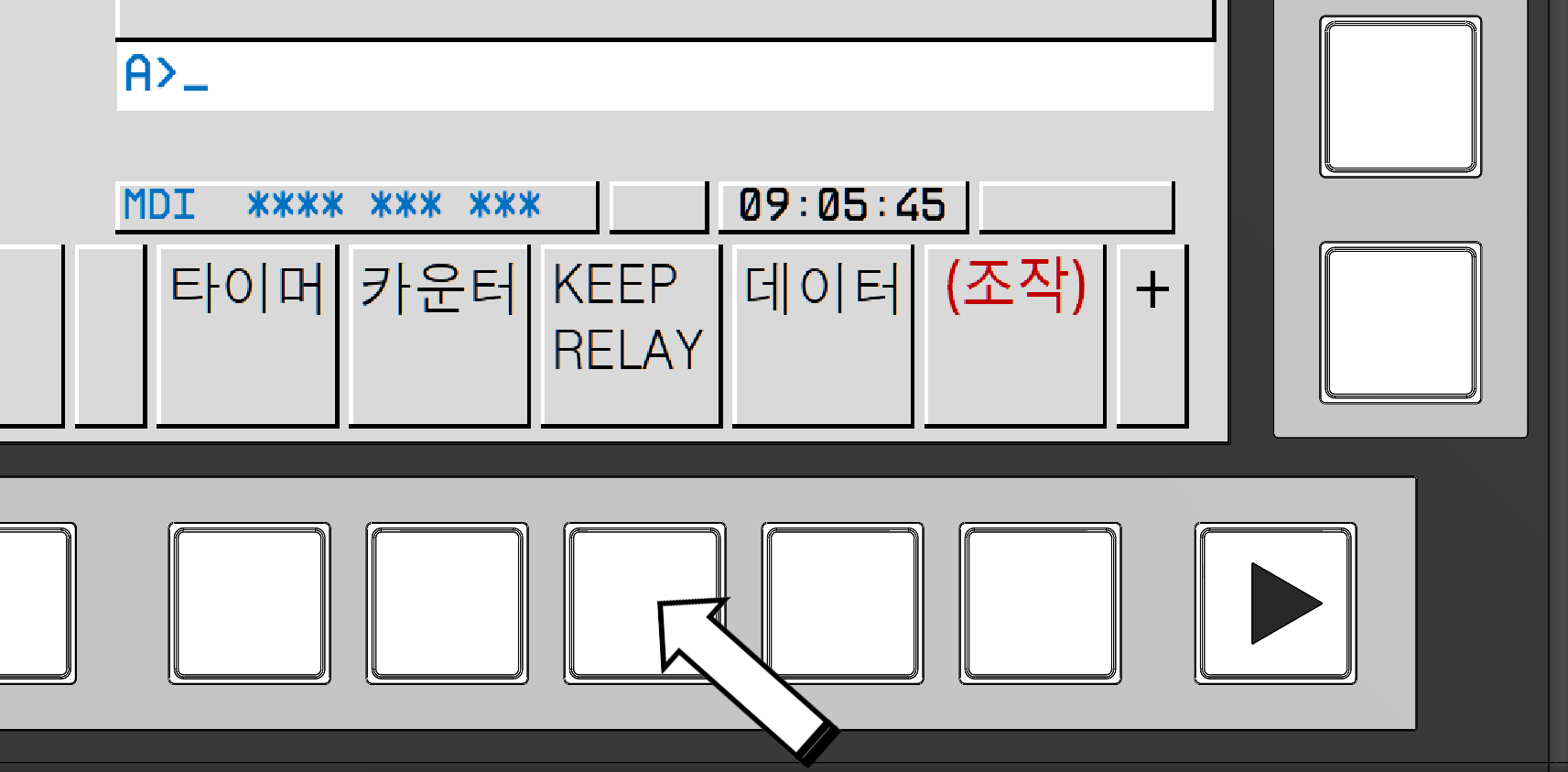
그리고 KEEP RELAY 소프트키 을 눌러 킵 릴레이 (KEEP RELAY) 화면으로 들어갑니다.
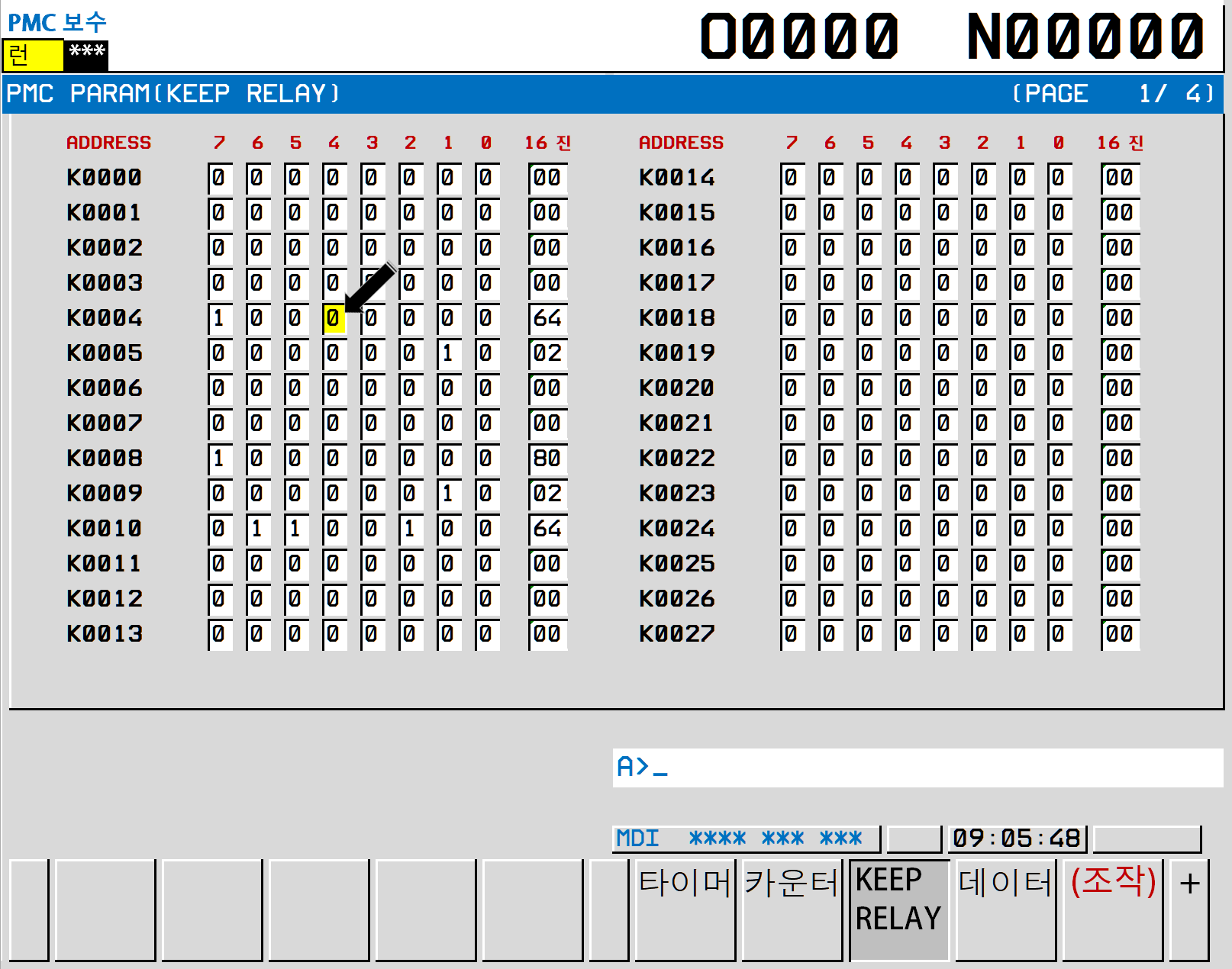
역시 장비 매뉴얼을 살펴보면 KEEP RELAY 04의 4번 을 "1"로 설정하라고 적혀 있습니다.
즉 KEEP RELAY 04.4 = "0" 입력 시 자동운전 시 컨베이어 벨트 동시 가동 (타이머 에 적용 값에 따라서)
"1" 입력시 자동운전 시 컨베이어 벨트 가동 미적용. (수동 동작)
KEEP RELAY 04 = K0004
KEEP RELAY 04.4 = K0004번대 4번째 값 적용 의미.

그러므로 위와 같이 K0004 / 4번째 값을 "1"로 변경하면 컨베이어 벨트는 수동 조작 (타이머 값 미적용) 할 수 있는 것으로 자동 운전과 관계없이 수동으로 만 작동합니다.
이후 역시 같은 이유로 옵셋 설정 화면에서 파라미터 쓰기 비활성 화 "0"으로 입력하여 알람을 종료시킵니다.
이번에는 습동유 공급량 조절에 대하여 알아보겠습니다.
* 이 습동유 공급 조절 파라미터는 각 장비 별 지정된 값을 가지고 있으며 특별한 상황 이 없는한 기존 값 을 그대로 가지고 있어야 합니다.
* 다만 습동유 공급량 이 많거나 부족하다는 (보통의 경우 습동유 소모량이 많아 1~2일 만에 습동유 한통 물량 이 다 소모된다 던가 하는 경우) 에는 조금씩 조절하면서 설정하는 것 을 권합니다.
* 대부분 습동유 과다 소모는 습동유 공급 라인의 누유가 많으며 티 가이드 등 지속적인 습동유 공급을 요구하는 장비 또는 노후화된 장비의 경우 원활한 작동을 보장하기 위하여 임의적인 공급량 증대의 경우 가 있으므로 세심한 검토가 필요합니다.
* 이러한 이유로 보통의 경우는 변경하지 않는 것 을 원칙으로 합니다.
습동유 공급 타이머 조절을 해보겠습니다.
공급 타이머 을 조절하여야 하므로 타이머 설정으로 들어가야겠지요.
앞의 컨베이어 벨트와 동일하게 MDI - OFS/SET(옵셋) - 파라미터 쓰기 활성 화 - SYSTEM KEY - 오른쪽 화살표 소프트키 - PMC 보수 - 타이머 화면으로 들어갑니다.
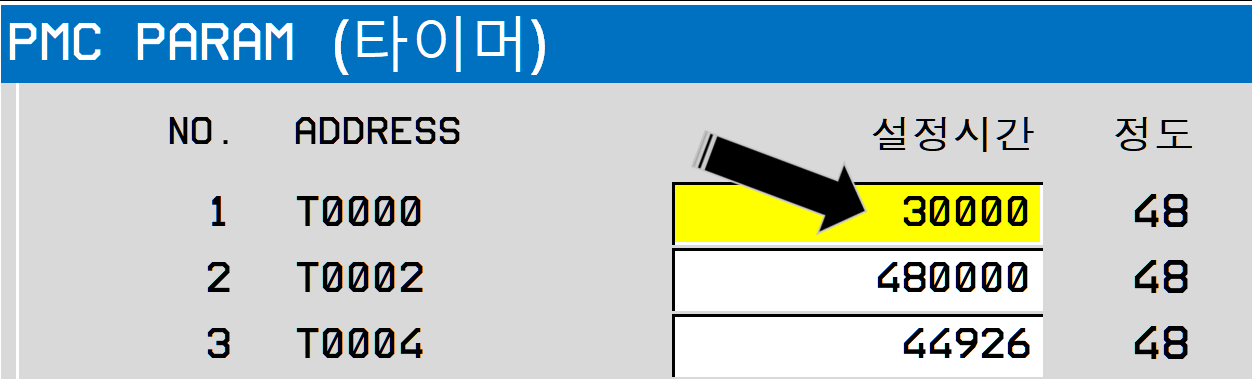
타이머 T0000번 과 T0002번 이 습동유 공급 타이머 설정 값입니다.
T0000 값 : 습동유 공급 시간 (펌프 가동) (30,000 = 1,000/1초 = 30초 공급)
T0002 값 : 습동유 중지 시간 (펌프 중지) (480000 = 480초 = 8분 휴지 시간)
즉 위 값 대로 라면 자동운전 시 또는 수동 모드 (축이송 이 있는 경우) 에는 처음 30초 간 공급하고 8분 간 중지하고 다시 30초 간 공급 하고 8분 간 중지 하고 을 반복합니다.
* 보통의 경우 습동유 공급통에 FULL로 보충 후 하루 12시간 정도 가동(풀가동 이 아닌 중간중간 미가동 시간 이 있는) 정도 이면 3~4 일 유지됩니다.
* 만일 장비의 전원 이 공급되는 상태에서 수동 모드로 유지되는 경우 (이른바 파워 세이브 모드에 준하는) 장비 의 습동유 공급을 지정 시간 (대략 30분 또는 1시간) 마다 일회식 T0000 입력값 대로 공급합니다.
예 : 1시간 단위 이면 1시간당 30초 공급(펌프 가공) 하고 1시간 중지 후 다시 30초 공급하고 을 반복합니다.
즉 미 운전 상태에서도 소량이라도 습동유는 계속 소모됩니다. (누유 여부 체크 시 참고)
습동유 공급 타이머 조절 은 위와 같으며 공급 시간 조절 은 위와 같이 입력 시간 (초) x 1,000 하여 입력하시면 됩니다.
완료 후 동일하게 다시 OFS/SET 설정 화면으로 가셔서 파라미터 쓰기 비활성화 "0"을 하셔야 합니다.