

이번 에는 드릴링 하는 방법에 관하여 알아봅니다.
평범한 드릴링 은 좌표 설정 하고 소재 상단 높이 등 가공 파라미터 만 잘 입력하고 회전 각도만 잘 입력하시면 되는데 도면 이 없거나 모델링 만 있고 각도가 추정 이 어려운 경우 등 을 한정해 알아보겠습니다.
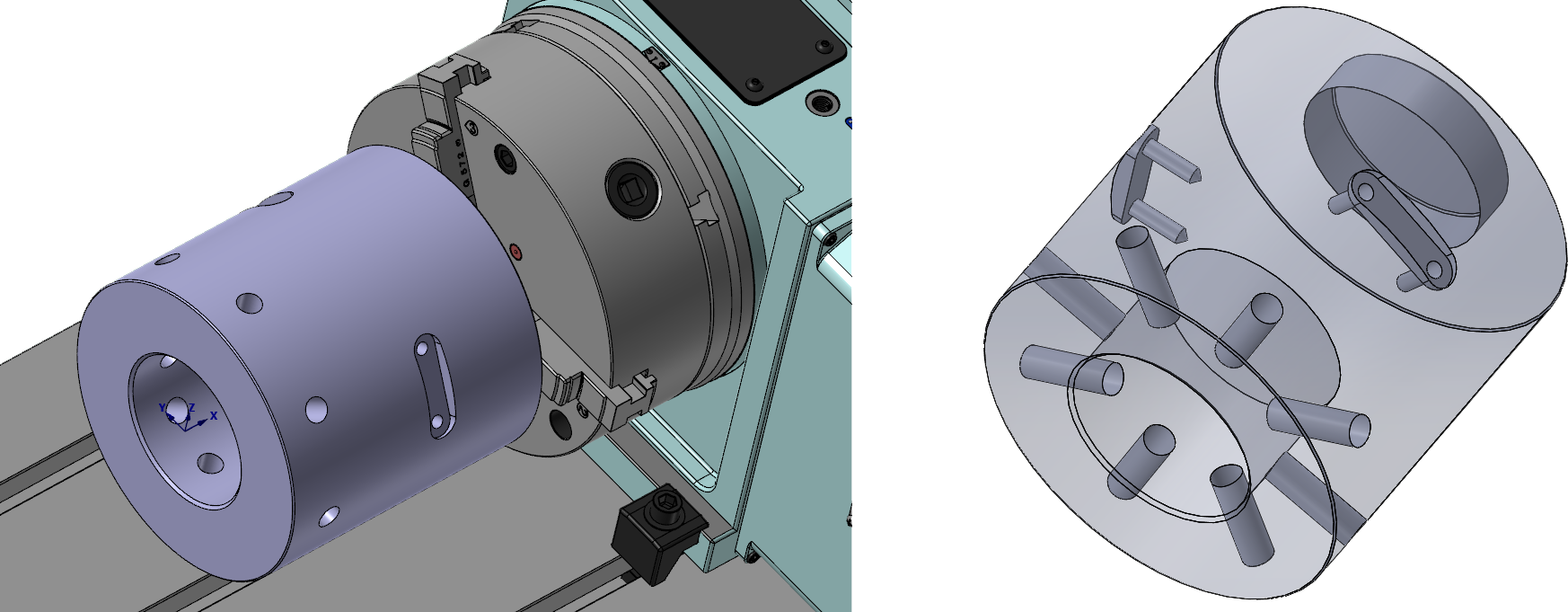
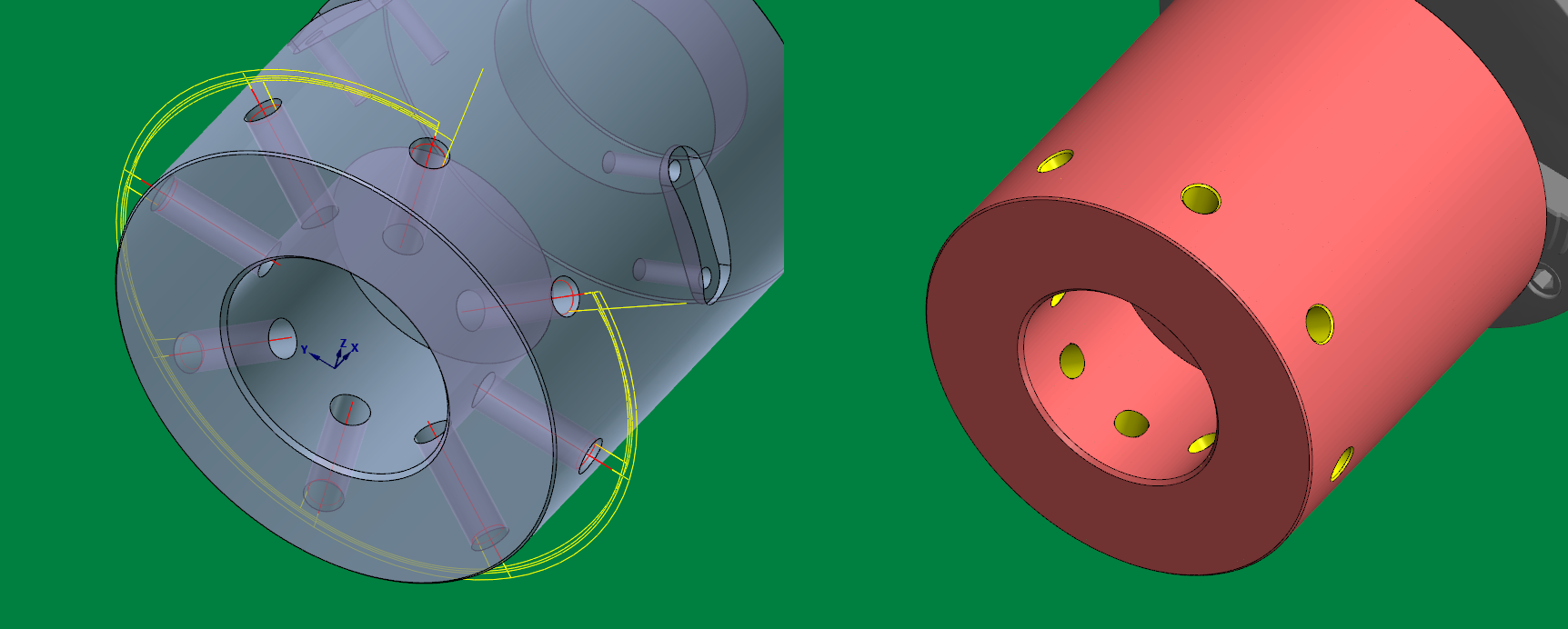
가공 소재는 200ø 갈이 200mm입니다.
일반적인 경우 가공 원점을 소재 원점으로 사용 시 소재 반경 100mm 100mm을 링크 파라미터로 설정하여 2D 가공 을 하였습니다.

이후 이것을 선형배열 로 하여 회전 배열 처리 하였습니다.
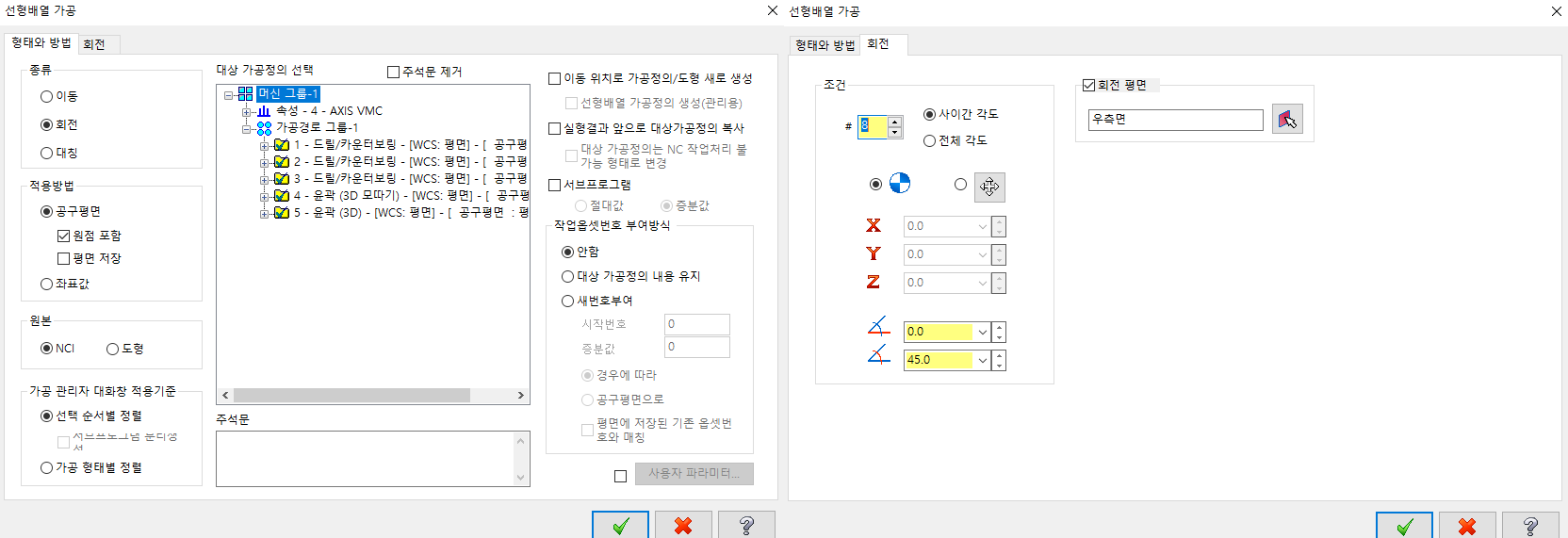
위 와 같이 선형배열 한 후 부가축 (A 축)이 출력되는 포스트 을 통해 출력하면 AA 축 이 각 도에 따라 입력된 G코드 가 나옵니다.
물론 작업 좌표 가 G54 ~OO으로 출력되므로 각각 수기로 수정하는 과정을 필히 하셔야 합니다.
물론 이러한 과정 없이 또는 각도 가 정확하지 않거나 측정 이 어려운 (모델링 만 받은..) 상태 에서는 모델링 대로 홀 가공 을 하고 싶을 때 방법입니다..
1. 롤 가공
만일 홀 위치에 대한 치수 을 알고 있는 경우 홀 전개도 을 임의로 작성 후 그 전개도 을 기준으로드릴링 가공 CAM CAM을 설정한 후한후 그 툴 패스 을 롤 기능으로 말아서 가공하는 법입니다..
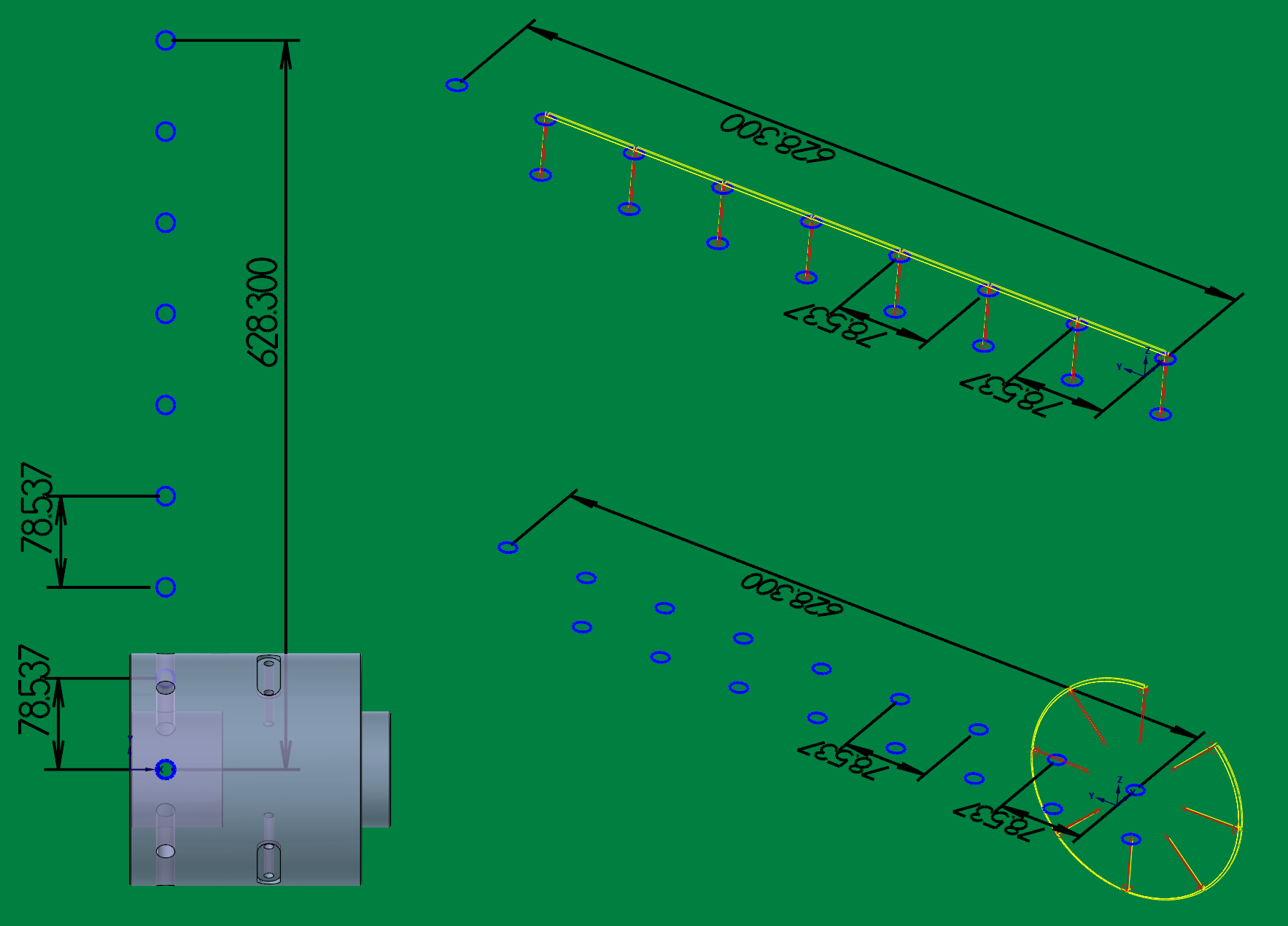
200 ø 8군데 16ø 홀입니다.
그러므로 200x 3.1415 = 628.3 / 8 = 78.5375.mm 홀 간 전개 길이….
이번 에는 롤(ROLL) 가공 을 해야겠는데2D 도면 이 없고 모델링에서 홀 위치 을 알아봐야 하는 경우 을 알아봅니다.
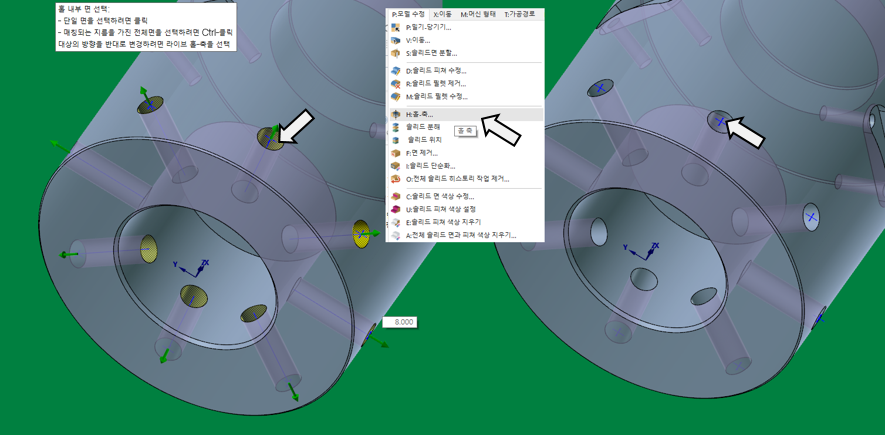
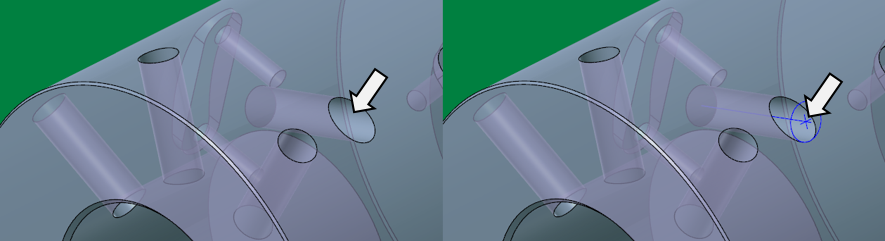
메뉴의 모델 수정을 선택 후 홀 축 을 클릭 합니다.
그리고 원하시는 홀의 내경 (홀 상단부)을클락 해주면 홀 중심점에 점 이 생성됩니다. (축선은 제외하였습니다.)
그러면 홀 상부 (200 ø위치)에 점 이 생성됩니다. (원호 도 생성 가능 하나 폴리라인폴리라인이라 의미 없습니다. (정 원 이 아님)
그 점 들을 롤 이동으로 풀기 하여 전개 해주세요 (투영 이동 으로 작업 평면 “0”에0” 위치해주세요))
이후 앞에서 와 같이 2D 툴 패스 작업 후 다시 로터리 축 설정하여 가공을 확인 하시면 됩니다.
* 다만 이러한 로터리 축 설정에 의한 가공 시 주의 사항 은 가공 축 이 필히 소재 축 중심으로 향해 있어야 합니다.
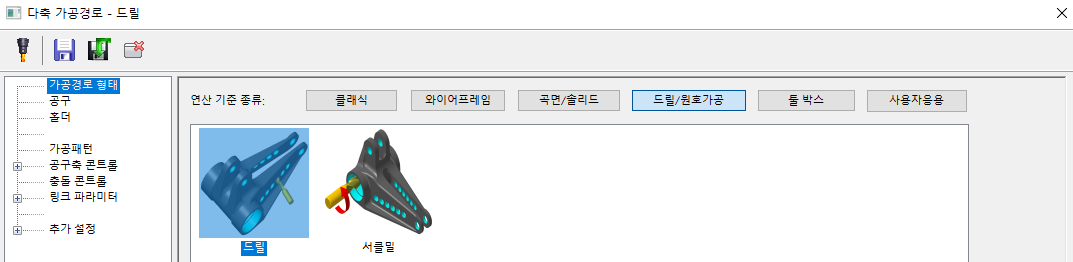
2. 다축 – 드릴/원호가공 – 드릴 가공
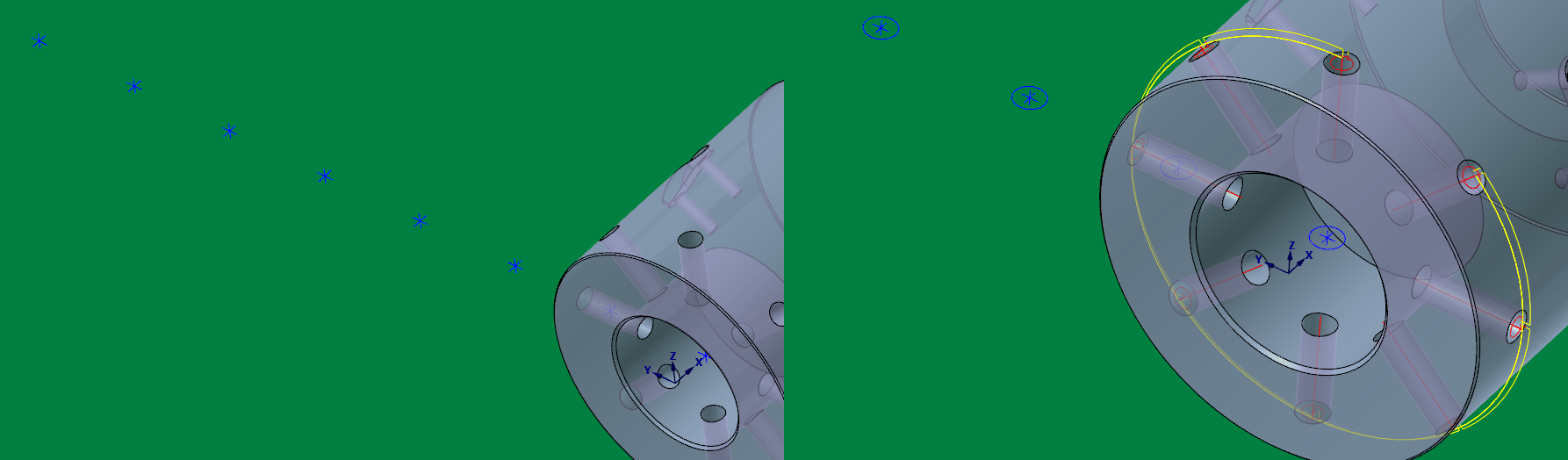
우선 모델링의 홀 을 기준 하여 모델 수정 – 홀 축 기능을이용하여 홀 중심점과 원호 홀 축 을 생성 합니다.
그 다음 에 다축 - 드릴/원호가공 – 드릴 기능을 클릭 합니다.
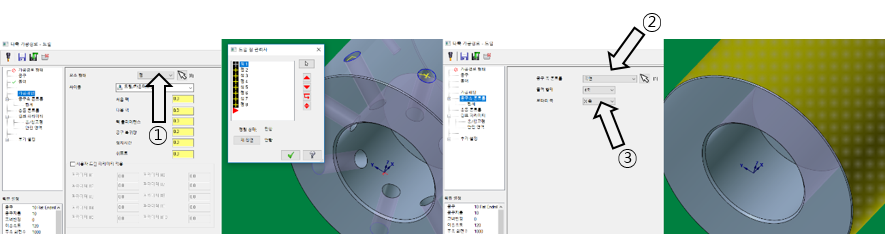
① : 가공패턴 의 요소형태에서 점을 선택 후 앞에서 홀 축 에서 생성 된 점 을 클릭 해 줍니다.
② : 공구 축 컨트롤에서 곡면을 선택 하시고 가공 곡면 의 축 의 각도 을 기반 할 수 있는 곡면 을 선택 해줍니다.
( 여기서 해당 곡면 이 순수한 원통형 곡면 이 있어야 합니다. 모델링의 홀 이 있는 곡면 선택 시 에러 메시지 가 출력 됩니다.)
③ : 출력 형태 – 4축 , 로터리 축 – X축 선택.
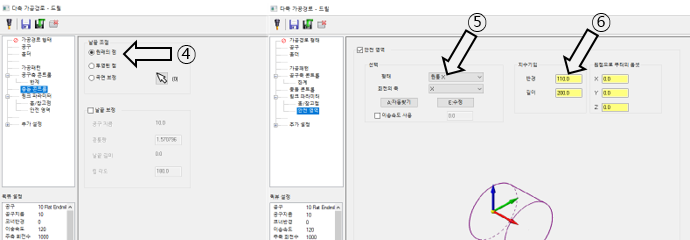
④ : 날끝 조절 – 원래의 점 (처음 선택한 홀 중심점) , 소재 상단 높이 지정 용.
⑤ : 안전영역 – 선택 – 형태 – 원통 X 선택,회전의 축 X 선택.
⑥ : 치수 기입 – 안전 영역 원통형 범위 규격을 입력.
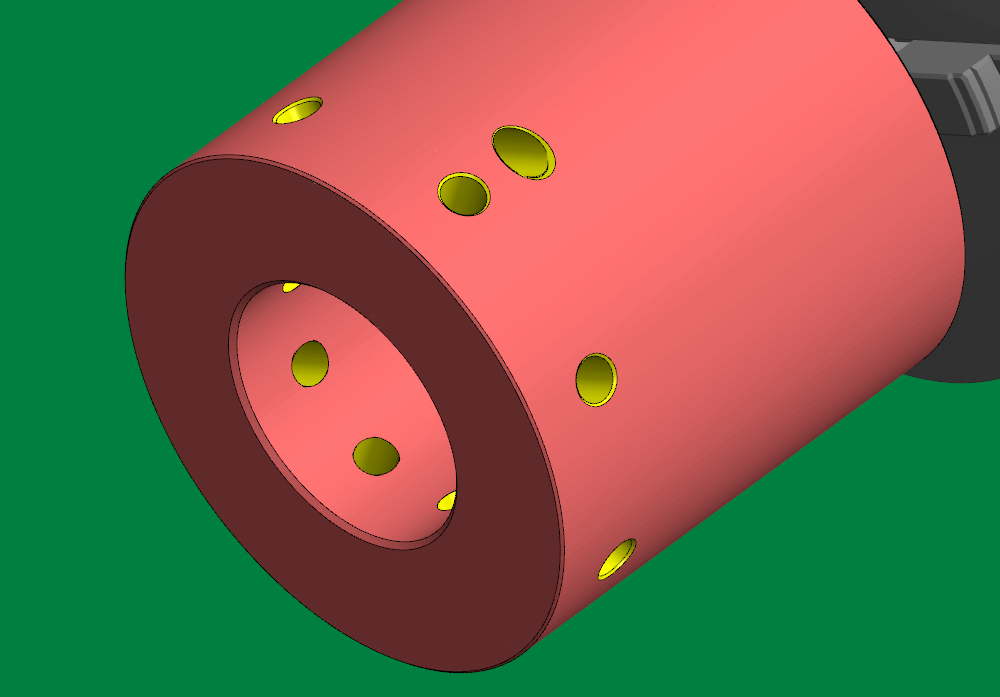
여기까지 설정하여 모의 가공 을 해봅니다. (면취 공정 포함입니다.).)
홀 상부 면취는다축 – 커브 기능으로 상부 커브 라인 (정원형 이 아닌)을) 잡아 면취 공구 (챔퍼밀)의 규격에 따라 원하는 면취량면취량만큼 공구 옵셋을 주어 작업하였습니다. (드릴 공정 과 비슷)
(다소 번거러운 점 이 많아 따로 2D (로터리 축 설정) 등 의 가공으로 하시 길 권합니다.)
만일 가공 홀 중심축 이 소재 원점을 향해 있지 않은 경우 을 예시 합니다.
앞에서 와 마찬가지로 모델 수정 – 홀 축 기능으로 가공 홀 의 상부 지점 점 과 축선 을 생성 합니다.
그리고 다축 – 드릴/원호가공 – 드릴 기능 중 공구 축 컨트롤에서 공구 축 컨트롤을 직선에 평행으로선택하고 홀 축 선을 선택 합니다. (체인 방향에 주의….. 저도 정확한 파라미터 을 모름)

그 외 다른 파라미터는 거의 동일하게 설정하였습니다..
위와 같이 모의 가공 시 잘 나옵니다.
정리하면..
1. 롤이동 / 각도분할 = 소재 중심축 지향 가공 시적용 (장점 : 빠르고 단순한 설정 / 단점 : 도면 없이 모델링 만으로 작업 시 어려움)
2. 다축 드릴 = 소재 중심축 외 각도 가공 시 적용
(장점 : CAM 작업 완료시 별다른 수정 없이 G 코드 출력 가능,, 다 각도 적용 가능 홀 의 위치 정확도 가 상대적으로 높음 )
(단점 : CAM 과정 이 다소 복잡함.. 대량의 홀 가공시 복잡함 (원호 마스크 적용 불가) 다소간의 가공 시간 이 롤 이동 보다 좀 길어짐 (진입/복귀 문제..))
저는 권한다면 드릴 작업 은 모델 수정 – 홀 축 기능으로 홀의 위치 을 결정 하고 이 을 풀기 하여 CAM 작업 후 다시 로터리 축 설정 가공으로 다시 말기 하시기 바랍니다.
이렇게 하면 어느 정도 홀 간 거리 공차 어느 정도 조절 이 가능할 것 같습니다.
그렇지만 크게 공차 문제 가 없는 것이 나 아주 단순한 각도 분할 식 가공 이면 로터리 축 설정으로하시기 바랍니다.
3. 작업 평면 이용
사실 이 방법은 앞에서 여러 가지로 설명 된 작업평면 설정 하고 그 평면을 기반으로 작업하는과정입니다.
그래서 이러한 방법 이 있다 정도로 설명 하겠습니다.
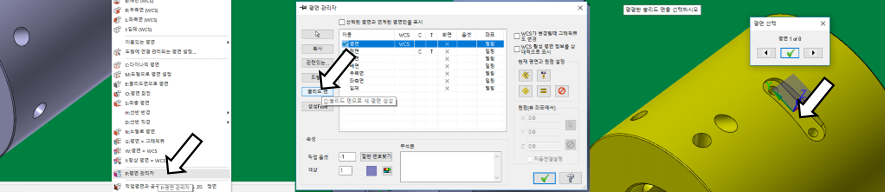
우선 가공부 솔리드 의 면을 평면관리자에서 솔리드면 으로 평면을 클릭하여 해당면 작업 평면을 만들어 줍니다.
번거롭게 작업 평면을 잡는 이유는(WCS 설정하는 것 과 사실상 동일 한 결과) 이렇게 작업 평면을 설정하여야CAM 작업 시 링크 파라미터 가 기준면 Z값 “0” 에서 시작할 수할수 있다는 점 이 장점이라고라고생각합니다.
아니면 소재 원점에서 가공 면 높이 파악 해서 계산하여 링크 파라미터에 넣어 주어야 해 가공 깊이등 계산 시 오입력 이 있을 수 있고 이해도가 낮을 수 도 있습니다.
아니면 전부 곡면 가공 하는 방법 도 있으나 약간 절차 가 복잡하고 일반 2D 만 하신 분들 이 적응하기 어려운 점 이 있습니다.
또한 가공 면 의 각도,, 위치 을 알기 어려운 경우 측정하기도 어려운 문제 가 있습니다.
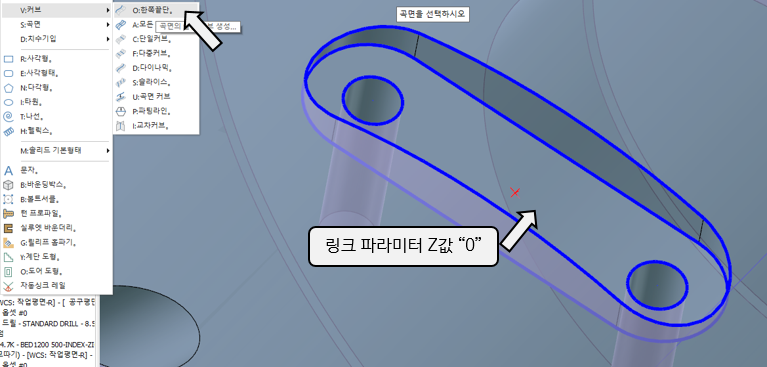
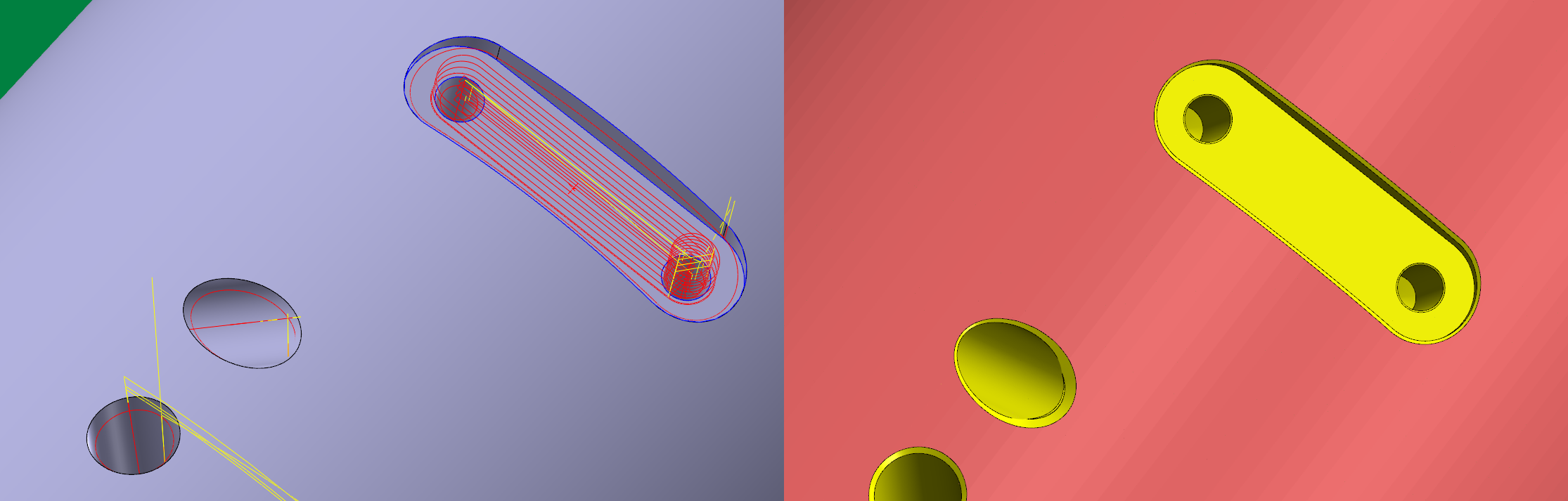
위 와 같이 작업평면(작업평면-R)을 생성 후 그 평면을 기준으로 하여 커브 기능으로 해당 포켓 부분 의 필요한 체인 선 들을 생성 합니다.
* 이 경우 포켓부바닥을 링크 파라미터 Z값 “0” 으로 설정됩니다. (WCS, 공구 평면)
그리고 그 체인 들을 활용 하여 각각 의 툴 패스 을 작업 합니다. 일반 적인 2D 툴 패스와 동일하게 작업합니다.
포켓부 가공 : 바닥면 Z”0” / 포켓부 바닥 에서 31mm 드릴 가공 / 평면(WCS) 설정
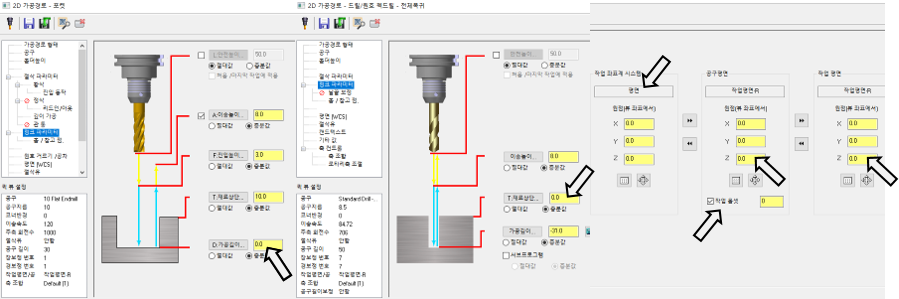
* 주의 사항 : 링크 파라미터는증분값으로 사용하셔하셔 야 합니다.
(작업평면에서Z값 높이 을 적용 하여 G코드 가 출력 됩니다.)
작업 평면(작업평면-R) 은 Z 값 “0” 과 경우에 따라 X,Y 좌표가 가공 원점과 동일 한지 확인 하세요. (여기서는 가공 원점 (소재 원점) 이 X=”0” , Y=”0”입니다.)
작업 좌표계 시스템 은 평면으로 설정하셔하셔 야 합니다. (회전 각도 결정)
작업옵셋 은 0 이어야 합니다. (G54 고정..)
* 위 사항은 필히 확인하셔야하셔야 하며 맨 처음 평면관리자에서 작업평면 생성 시 미리 입력하면 전부 동일하게 작업 평면계평면계에 적용됩니다..
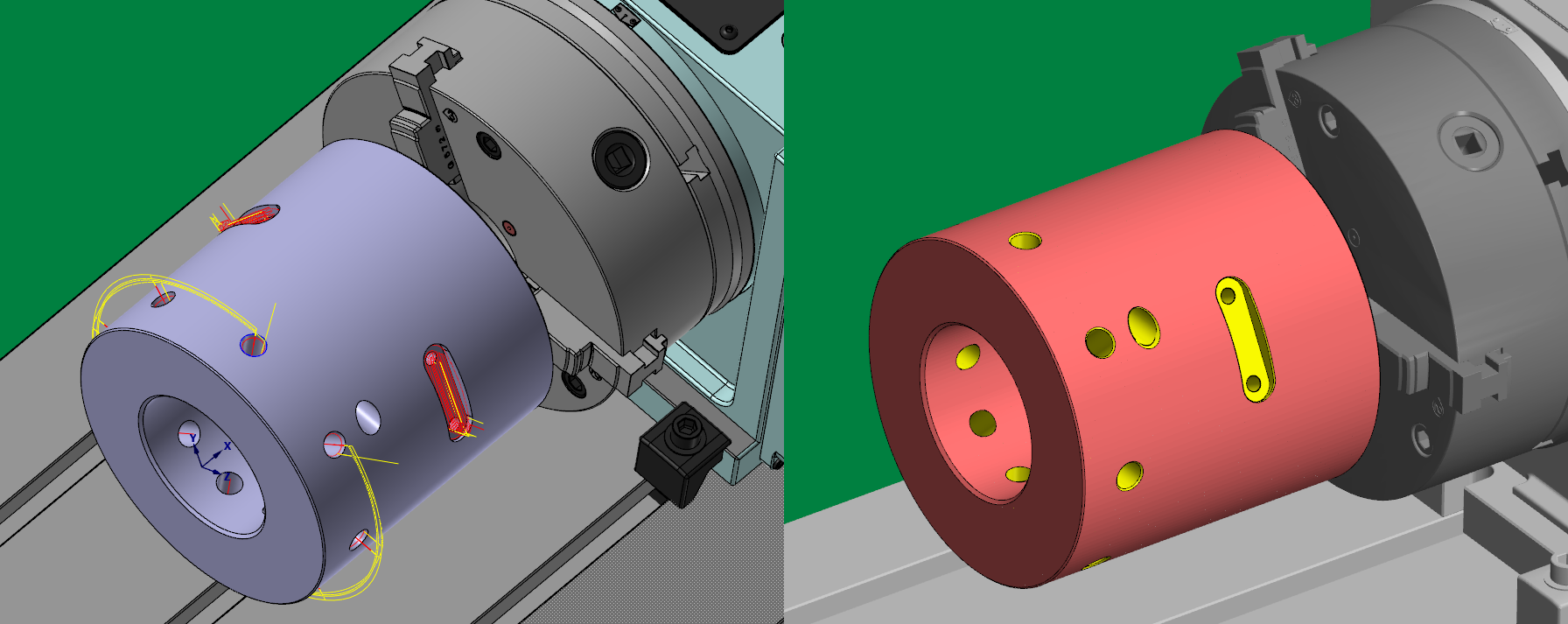
완료되면 다음과 같은 모의가공 결과 을 생성 할 수 있습니다.
* 여러 번 애기 드리지만 항상 모의가공 결과는 참고 사항이고 필히 출력된 G코드 을 확인하여 Z값,부가축 여부 등 을 확인 하시고 작업에임 하시길 바랍니다.
특히 다축 가공은 여러 가지 면에서 생성된 툴 패스와 실 가공에 들어가는 공구 경로 와 일치 한지 확인 하는 것이 제일 중요한 포인트입니다..
간단히 얘기 해서 모의 가공 은 올바르게 진행되는데 실제 가공시 공구 길이(홀더에서( 공구 돌출길이) 나 클램프기구와 의 충돌 여부,, 공구 와 소재의 충돌 여부,, 부가축 회전 방향,, 간혹 반대로 툴 패스 가 출력 되는 등 불량 발생 할 여지가 많습니다.
'마스터캠 관련 한 여러 이야기 > 마스터캠 을 활용한 인덱스 (부가축) 가공 캠 방법 에 관하여' 카테고리의 다른 글
| 인덱스(4축) 설치 후 CAM(가공경로) 회전형 지그(JIG) 공정에 관하여 (웹버전) (1) | 2023.03.08 |
|---|---|
| 인덱스(4축) 설치 후 CAM(가공경로) 곡면 따라 평엔드밀로 가공하기에 관하여 (웹버전) (1) | 2023.03.05 |
| 인덱스(4축) 설치 후 CAM(가공경로) 음료수병 블로우 금형 형태에 관하여 (웹버전) (0) | 2023.03.01 |
| 인덱스(4축) 설치 후 CAM(가공경로) 스크류형태 모프가공경로에 관하여 (웹버전) (0) | 2023.02.12 |
| 인덱스(4축) 설치 후 CAM(가공경로) 로터리지그(ROTARY JIG) 활용가공 에 관하여 (웹버전) (0) | 2023.02.05 |