


이번에는 저번 아큐센터 매크로(초간단)를 적용하는 것을 겸해서 사용자등록 G, M코드설정하는 법에 대하여 알아보겠습니다.
우선 등록개요를 설명하면...
1. 해당 실행 프로그램(일반 호출형식 프로그램 또는 매크로 프로그램)를 준비합니다.
*일반적인 호출 실행 가능한 프로그램(마지막에 M99지령) 입니다.
2. 해당 등록 G 또는 M 코드 번호를 정의 합니다.
(G100~G999 총10개 or M100~M999 총 9개)에서 등록할(사용할) 코드번호를 정합니다.
* 단 기준의 이미 정의된 코드번호와 중복여부 파악 하셔야 합니다.
(공구측정 M코드 (M100)이 등록 되어 있으면 M100은 사용 불가)
3. 파라미터 수정를 해야 하므로 설정에서 파라미터 쓰기 가능하게 설정
4. 정의된 M코드명을 지정된 9000번대 프로그램에 배정된 파라미터 번호에 입력
* 자세한 내용은 아래에서 자세히 설명합니다.
예 : 실행 M코드는 "M100"으로 정의 실행프로그램은 O9002으로 생성 그러면 9002번에 해당하는 파라미터 6072에 실행 M코드 M100의 "100"를 입력합니다.
4. 이제 작성된 프로그램(O9002)를 CNC 메로리에 저장하기 위하여 해당 9000번대 프로그램 수정 가능하게끔 해당 파라미터 3202번 수정
5. CNC 메모리에 해당 O9002 프로그램 저장
6. 이제 다시 전부 원래대로 돌려야 하므로 9000번대 프로그램 수정 방지를 위하여 파라미터 3202번 수정 , 파라미터 쓰기 해제합니다.
7. 해당 M코드(예:M100;) 를 실행하여 이상 없는지 확인합니다.
*G코드 도 동일한 절차로 실시 합니다.
*G코드는 보통 각종 기능코드가 M코드로 지정되는 경우가 많아 코드번호 중복 시 적용해 사용합니다.
예 : 공구측정 M코드 M100 이 있으면 G100으로 대체 사용.
위 사항를 다시 자세하게 설명하겠습니다.
먼저 예로서 상황극을 하면..
아큐센터 매크로 프로그램(아큐센터 호출 후 자동적으로 회전 800 지령)을 작성한 후 O9010 파일명으로 작성합니다.
아큐센터 프로그램
%
O9010 ; >>> G100 적용 파라미터 6050 에 배정된 프로그램명 9010 사용
M05 ; >>> 주축 스핀들 회전 정지 (전 작업에서 회전중일수 있으므로 일단정지)
G91 G28 Z0 M9 ; >>>공구 교환을 위한 Z 축 원점위치로 이동후 절삭유 공급정지 (전작업 상황에 따라 절삭유 사용 시 차단목적)
M19 ; >>> 스핀들 오리엔탈(공구교환축방향)로 고정
T0 ; >>> 아큐센터 장착 공구번호 호출
G65 P9001 ; >>> 해당 장비 공구교체 매크로(M6 : O9001) 호출, 현재 공구 교체를 하라는 지령인데 장비에 따라 틀립니다.
S800 M3 ; >>> 아큐센터 스핀들 회전 S800 지령
M99 ; >>> 아큐센터 매크로 프로그램 종료
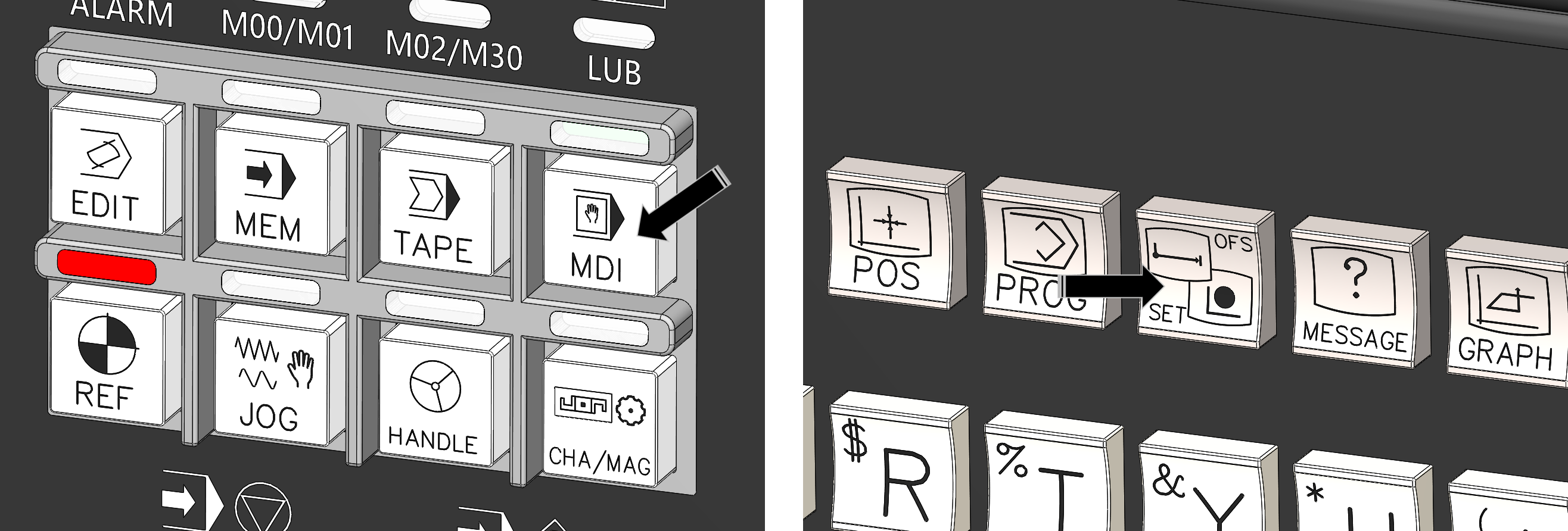
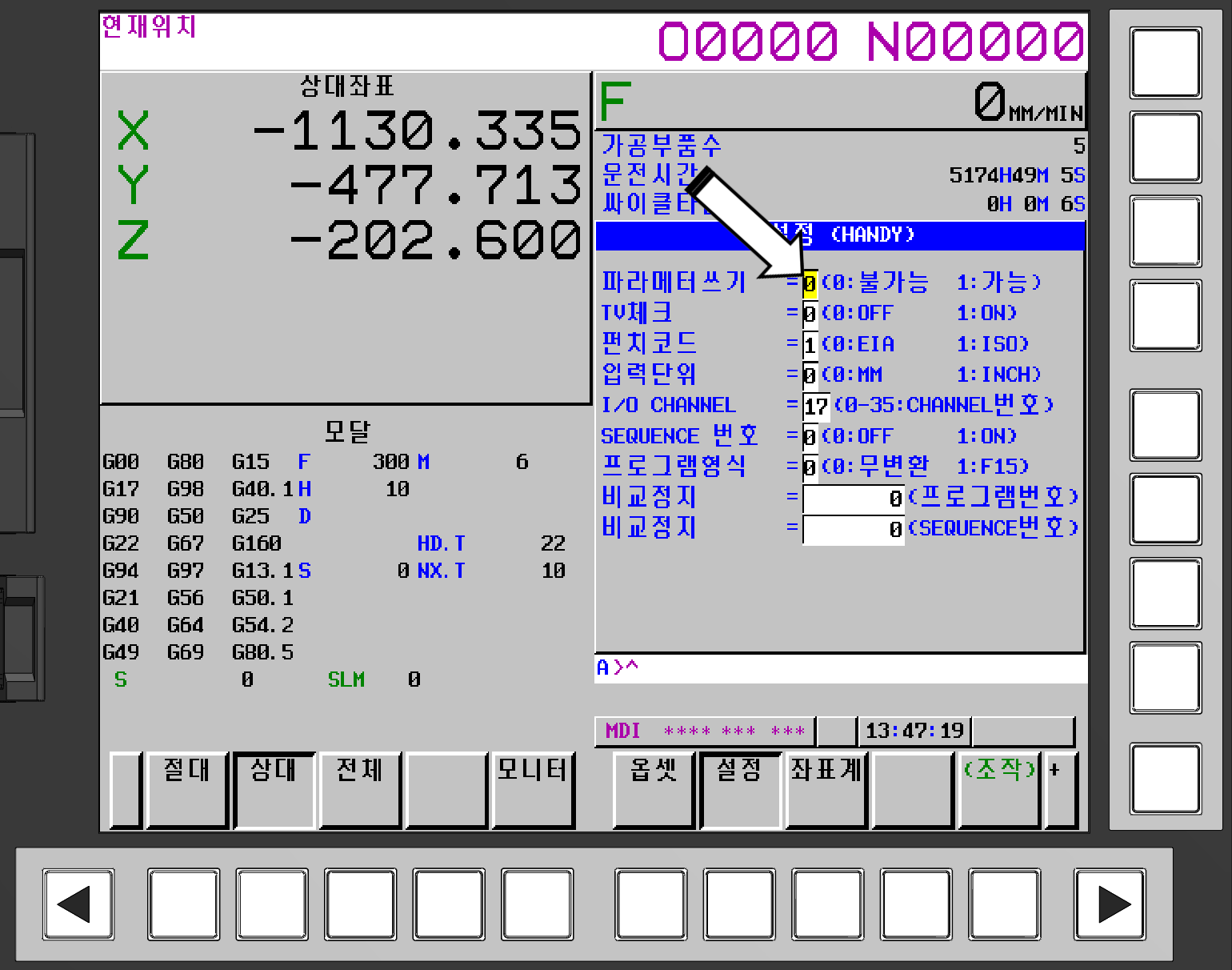
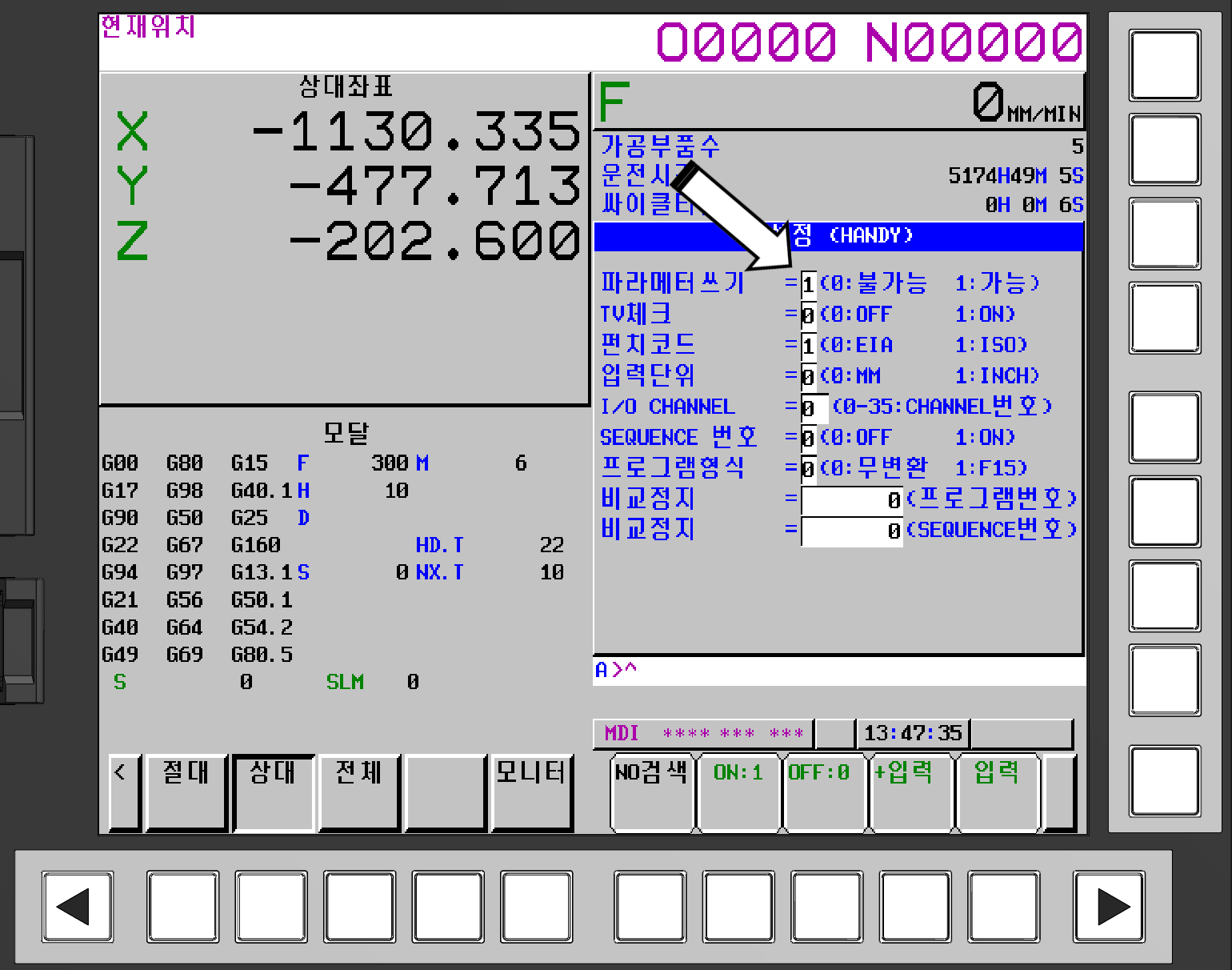
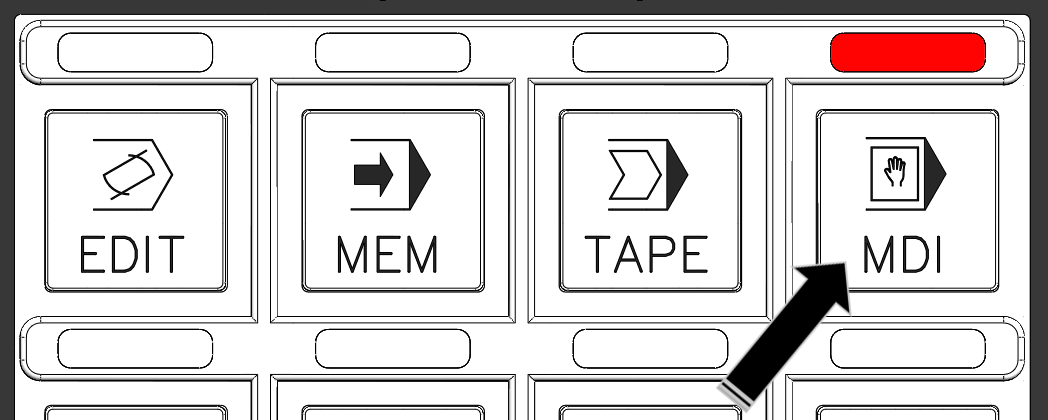
프로그램 준비가 끝나면 우선 MDI모드에서 OFS/SET 버턴을 누르고 조작반 화면 소프트메뉴 설정으로 들어가서 파라미터 쓰기 가능 상태로 전환합니다.
그리고 해당 프로그램은 9000번대 프로그램(보호대상:시스템 프로그램)이므로 복사, 수정하려면 해당 보호적용 파라미터를 해제하여야 합니다.
해당 파라미터는 3202번입니다.
잠시 파라미터 설명을 보면
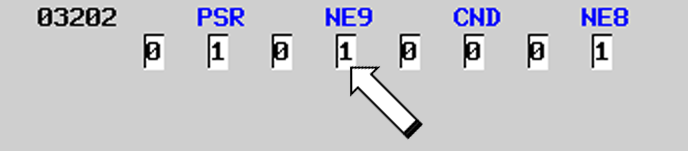
파라미터 3202

장비 파라미터 조작화면으로 들어가면 아래와 같이 있습니다.
여기서 3202 파라미터 값을 보면
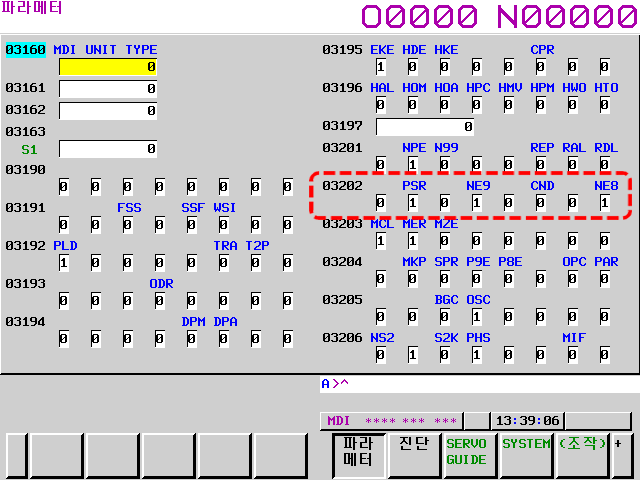
*3202 파라미터 값 중 #4 NE9가 9000번대 프로그램 보호여부, #0 NE8이 8000번대 프로그램 보호여부입니다.
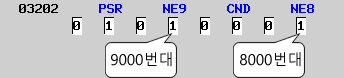
우리는 9000번대 프로그램 보호해제(O9010 프로그램 복사) 하여야 하므로 해당 #4 NE9 값을 "1"에서 "0"으로 변경합니다.

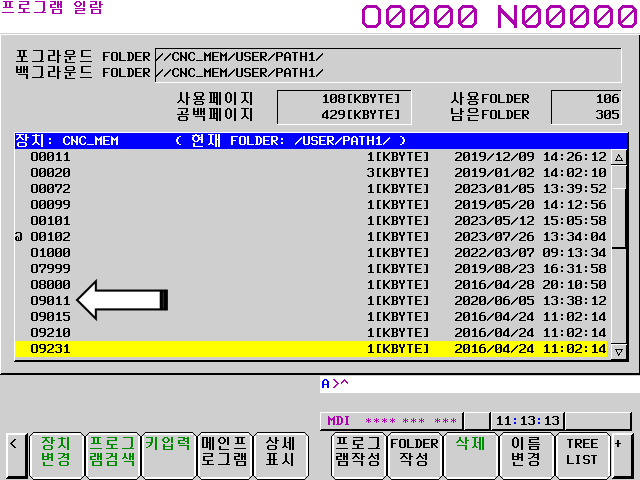
그리고 다시 EDIT 모드로 돌아와서 해당 CNC메모리에 O9010프로그램을 복사합니다.
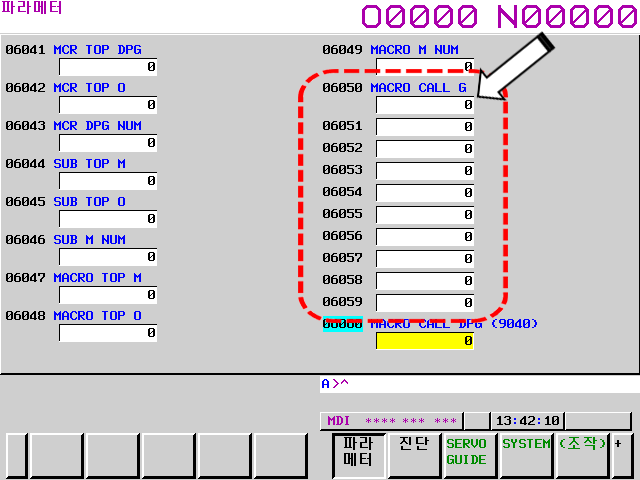
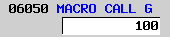
그런 다음 해당프로그램(O9010)을 "G100"코드에 등록하기 위하여 해당 파라미터 6050 ~ 6059로 해당 파라미터 설정화면으로 이동합니다.
파라미터 설정상 9010번 프로그램을 적용하는 파라미터는 6050번입니다.
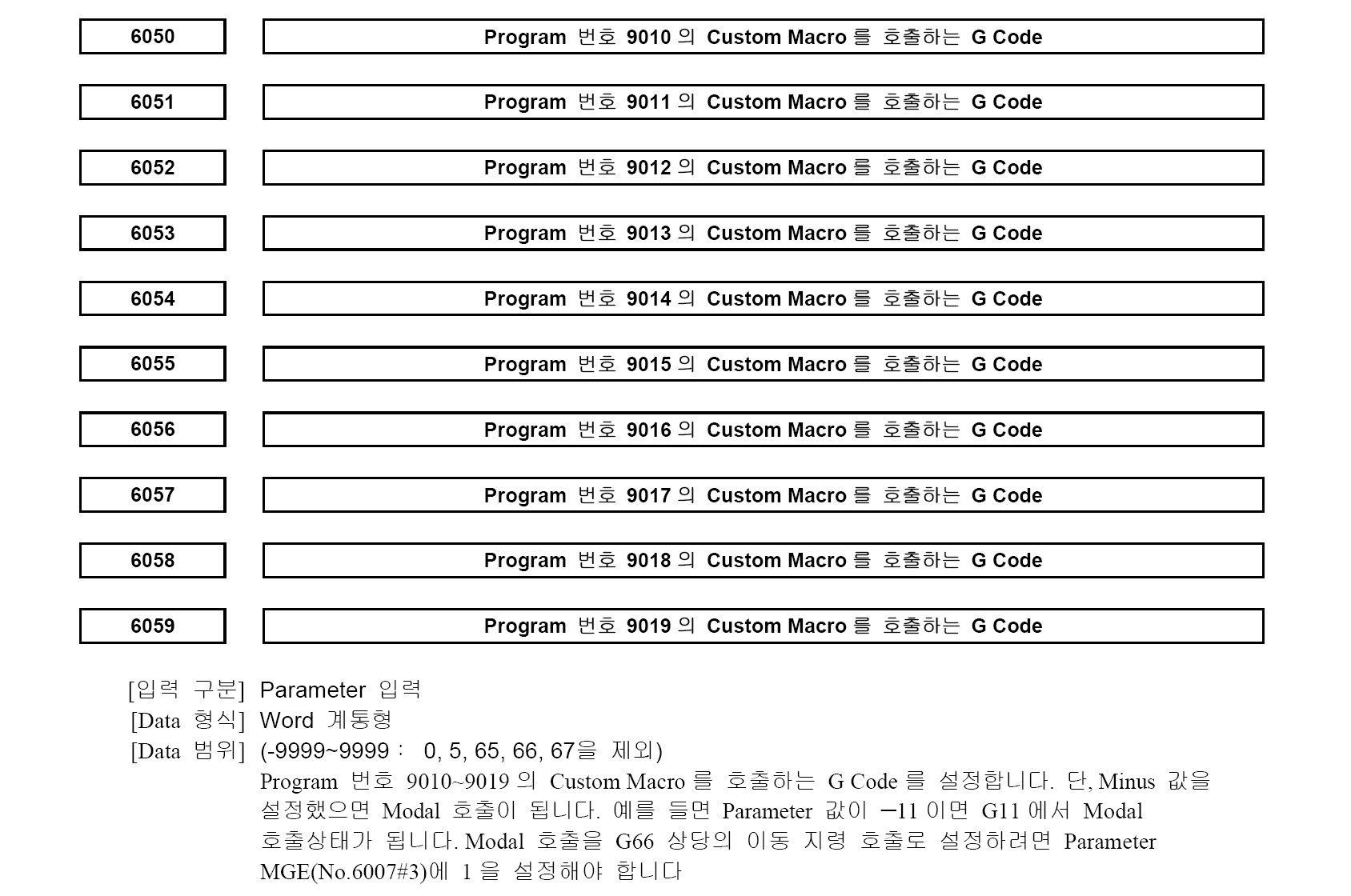
* 위 화낙 파라미터 설명문과 같이 해당 장비 파라미터에 지정된 호출프로그램 번호에 적용되는 G코드를 입력하는 방식입니다.
예
즉 작업자가 "G110"을 사용하고 싶고 그 해당 매크로 호출프로그램(말미에 M99 적용)의 이름을 O9011으로 하고 싶다면 작업자는 다음과 같이 진행합니다.
1. O9011 (호출프로그램)를 CNC메모리에 저장합니다.
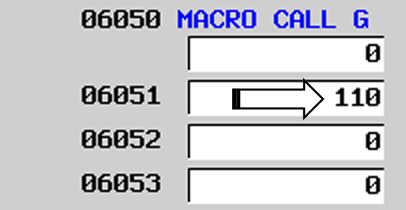
2. O9011에 해당하는 호출 파라미터값 6051에 원하는 G코드명(G110)을 입력합니다.
*만일의 경우 10번 또는 8번 이러한 경우 그냥 "10" , "8"를 입력합니다.
*매크로 번호 범위는 1~9999까지 가능합니다.
다시 원래 애기로 돌아와서
위와 같이 같은 방법을 적용하여 장비 파라미터 6050번에 100을 입력하였습니다.
이후 다시 9000번대 프로그램 보호실행 하고 파라미터 쓰기 방지를 원상 복귀하여야 합니다.
그리고 MDI 모드에서 G100를 지령해 봅니다.
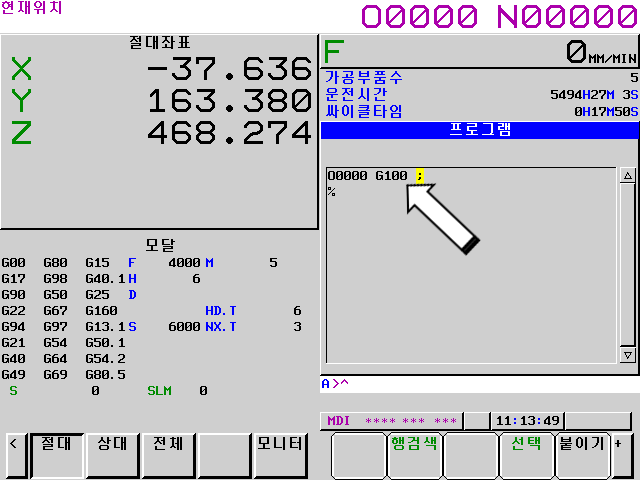
그러면 이제 해당되는 프로그램(아큐센터 매크로)이 실행됩니다.
이것과 마찬가지로 M코드도 동일하게 처리됩니다.
먼저 M코드 관련 파라미터 화낙 자료를 보면
*사용자 등록 M코드 등록 시(적용 시) 두 가지 방식이 있습니다.
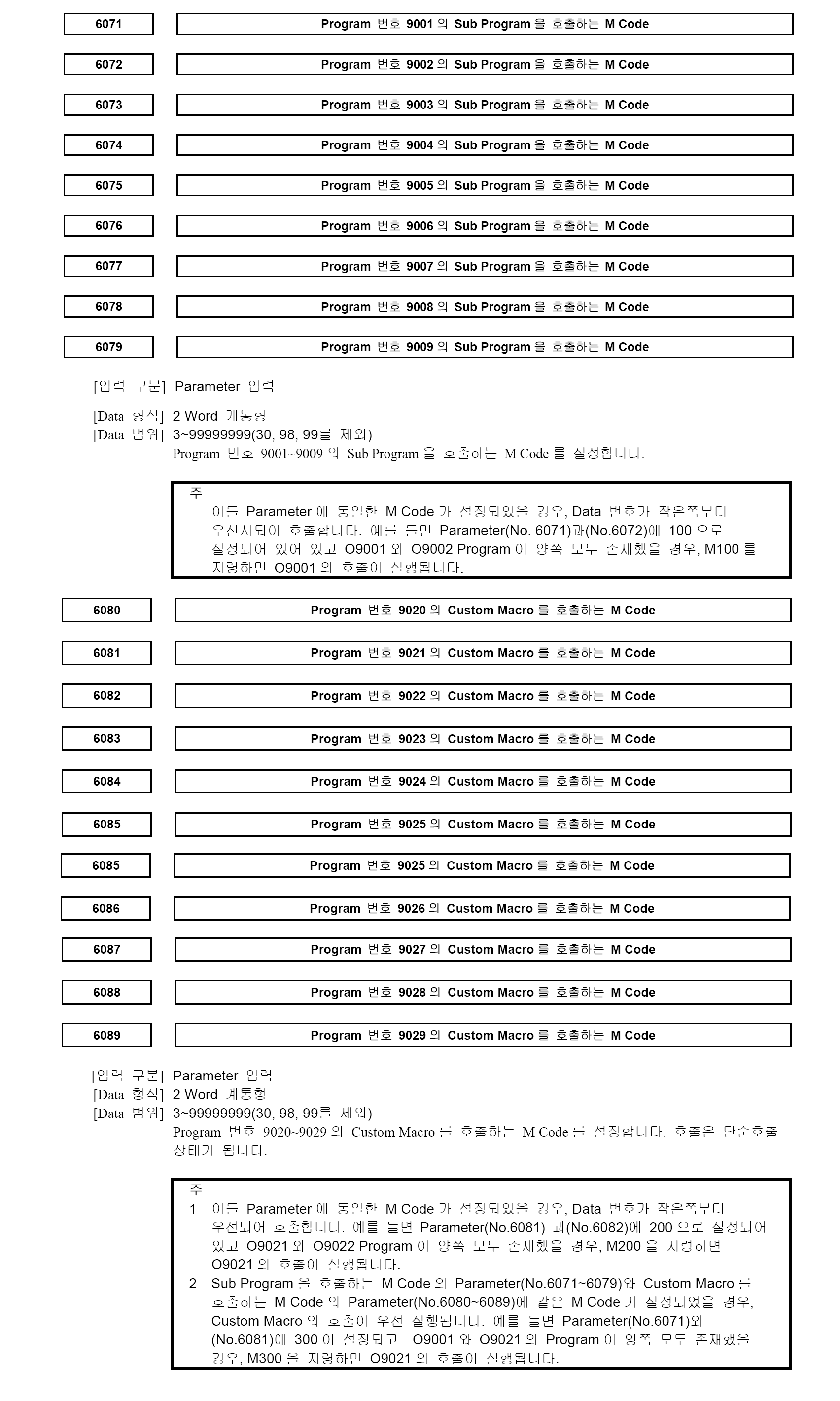
-호출 프로그램(SUB) 방식으로 하는 방식과 (M99적용) 6071 ~ 6079번대 파라미터 적용
-별도 프로그램 호출(사용자매크로) 방식으로 하는 방식 6080 ~ 6089번대 파라미터 적용
* 즉 M코드 호출은 별도 일회성 실행 프로그램(사용자매크로)으로 하는 것과 별도 메인프로그램 내에서 서브프로그램 호출방식으로 M코드 실행하는 방식으로 나눠워집니다.
*여기서는 예제상(아큐센터 매크로 : 한번 실행하고 종료하는) 경우 이므로 만일 M코드 적용 시 6080 ~ 6089대 파라미터를 사용하셔야 합니다.
* 다만 메인프로그램상에 M코드 지령은 호출 후 실행완료 시 다시 돌아와야 하는 서브프로그램상에서만 적절히 적용되며 보통의 경우 그냥 한번 실행 후 종료하는 경우에는 별다른 차이가 없습니다.
* 화낙 파라미터 문서에 적혀있듯이 M코드 번호 중 M30 , M98 , M99는 적용되지 않습니다.
그러므로 만일 아큐센터 매크로를 M코드로 지정하고 싶으시면 장비 파라미터 6080 ~ 6089를 이용합니다.
우선 예를 들면 M123으로 아큐센터 매크로를 지정하고 해당 매크로 프로그램명은 정하기 위하여 장비 파라미터에서 비워있는(사용가능한 M코드 번호) 파라미터 번호를 찾습니다.
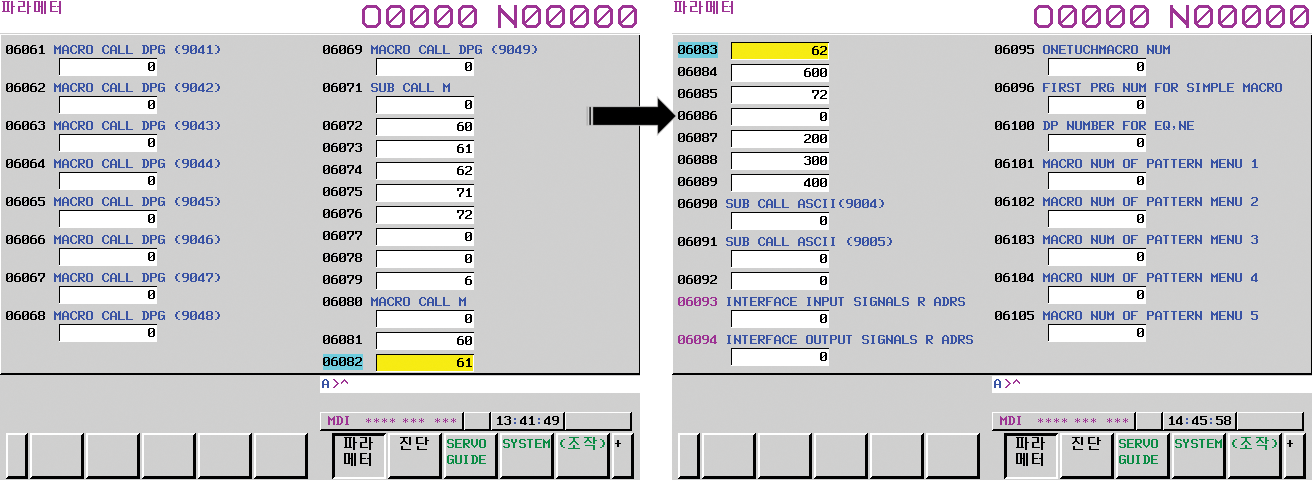
설정 시스템 파라미터로 들어가서 살펴보니 6086번 파라미터가 비워있습니다.
* 파라미터 상태는 해당 장비에 따라 틀립니다.
* 이러한 문제로 사용자 임의 매크로는 G코드 등록을 선호합니다........
파라미터 6086번은 O9026번 프로그램이 지정되어 있으므로 해당 아쿠센터 매크로 프로그램명을 "O9026"로 하여 저장합니다.
*역시 G코드 와 동일하게 먼저 설정에서 파라미터 쓰기 가능하게 변경 후 9000번대 프로그램 보호를 풀고 저장하셔야 합니다.
그리고 해당 파라미터 6086번에 M123코드번호를 입력합니다.
이제 역순으로 다시 9000번대 프로그램 보호를 활성화하고 파라미터 쓰기 방지 변경을 합니다.
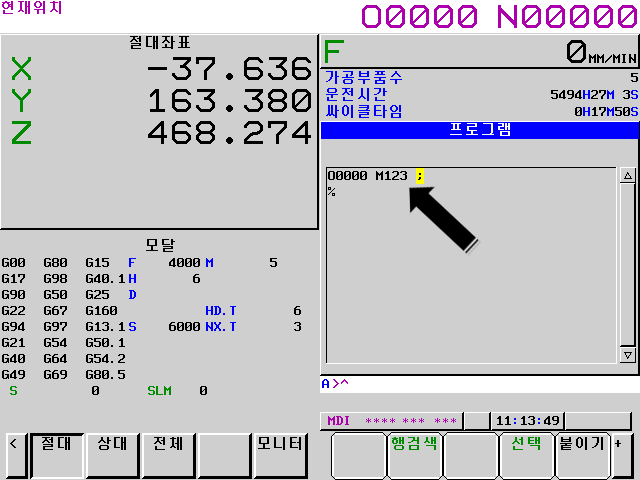
그리고 MDI 모드에서 M123를 지령하여 해당 매크로 실행을 확인합니다.
이렇게 해서 사용자 등록 매크로(아큐센터 매크로)를 등록하여 사용하는 방법을 알아보았습니다.
'머시닝 관련 이야기' 카테고리의 다른 글
| 머시닝 관련 초 기초사항 익히기 과정 - 08(아쿠센터 사용 방법-2) (0) | 2023.08.27 |
|---|---|
| 머시닝 관련 초 기초사항 익히기 과정 - 07(아쿠센터 사용 방법) (0) | 2023.08.20 |
| 머시닝 센터에서 면판를 활용한 플레이트 가공 방법 -5 (웹버전) (0) | 2023.04.25 |
| 머시닝 센터에서 면판를 활용한 플레이트 가공 방법 -4 (웹버전) (0) | 2023.04.24 |
| 머시닝 센터에서 면판를 활용한 플레이트 가공 방법 -3 (웹버전) (1) | 2023.04.16 |