


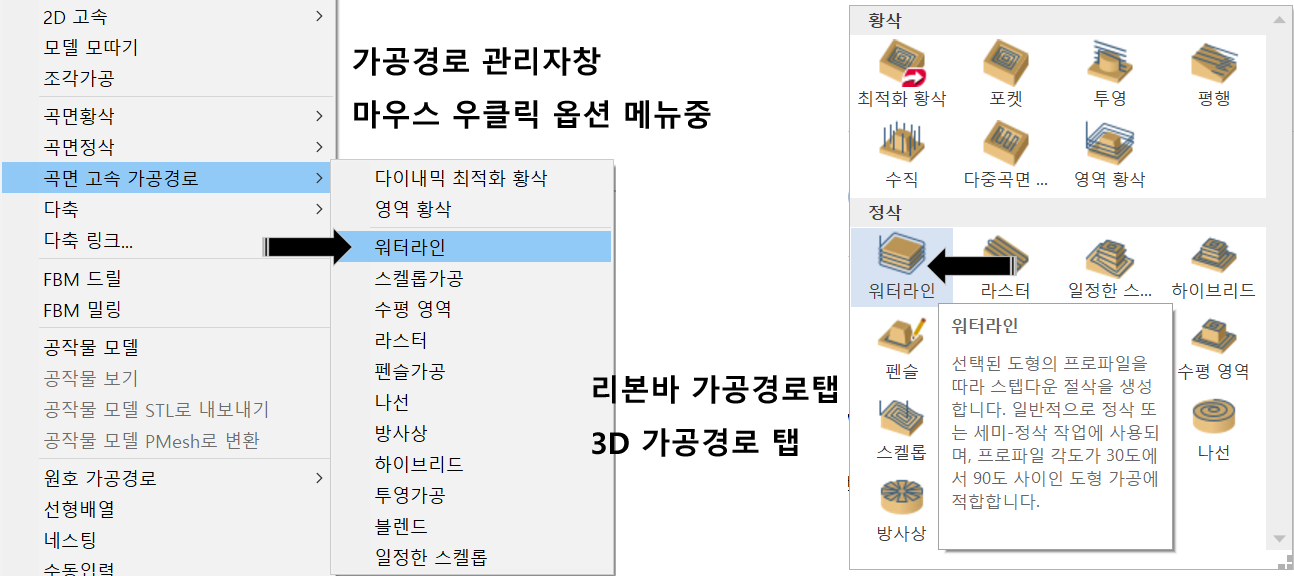
이번에는 마스터캠 곡면 고속 가공경로 중 워터라인(Weterline) 가공경로에 대하여 알아보겠습니다.
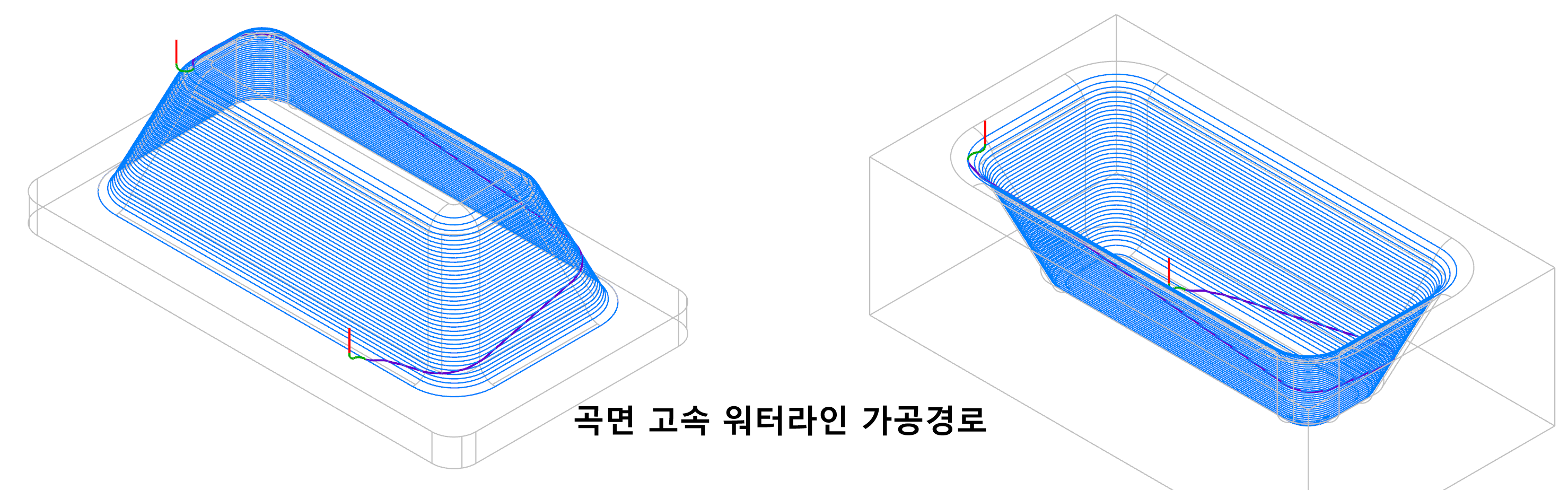
곡면가공 워터가공경로는 곡면(모델링기반)을 활용한 해당 가공면에 일정한 평면(Z간격)별로 생성되는 가공경로를 특징으로 하는 가공경로로서 구버전 곡면 정삭 가공경로 등고선(Contour)과 비교되는 가공경로입니다
워터라인 가공경로 특이점은..
1. 곡면(모델링기반) 활용 가공경로이며 마스터캠 곡면 고속가공경로의 특징(절삭 파라미터)을 공유하는 가공경로입니다.
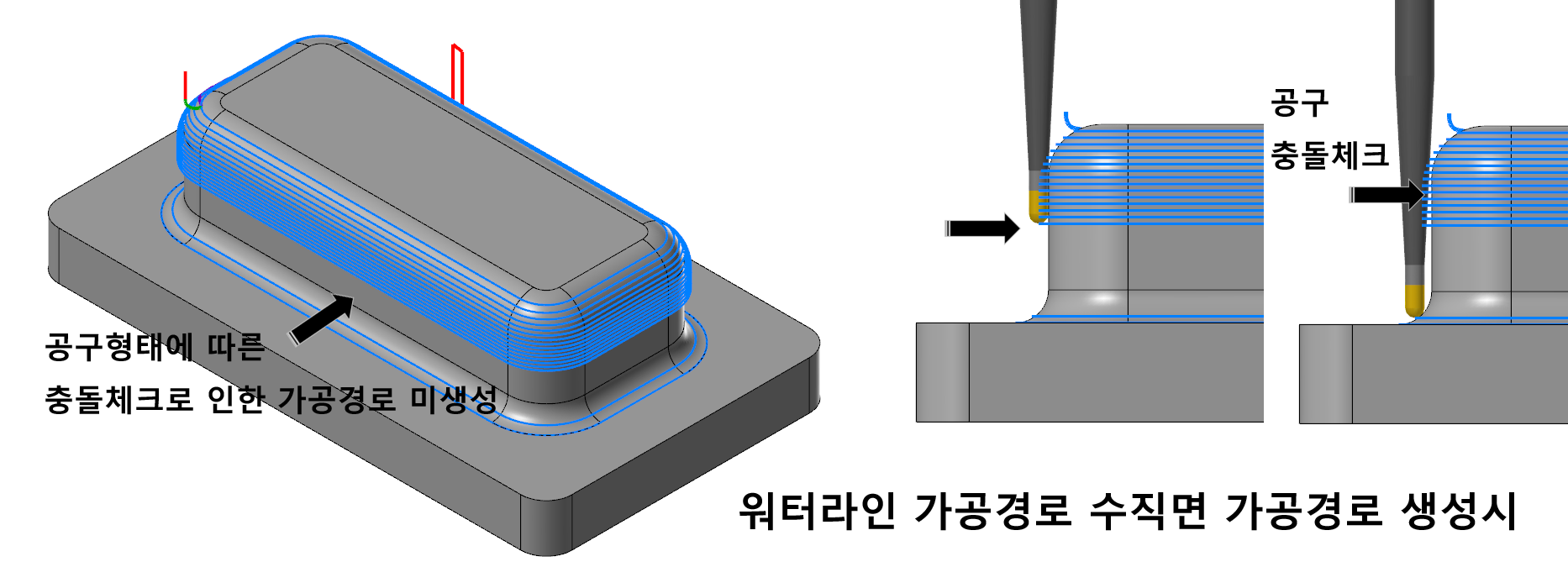
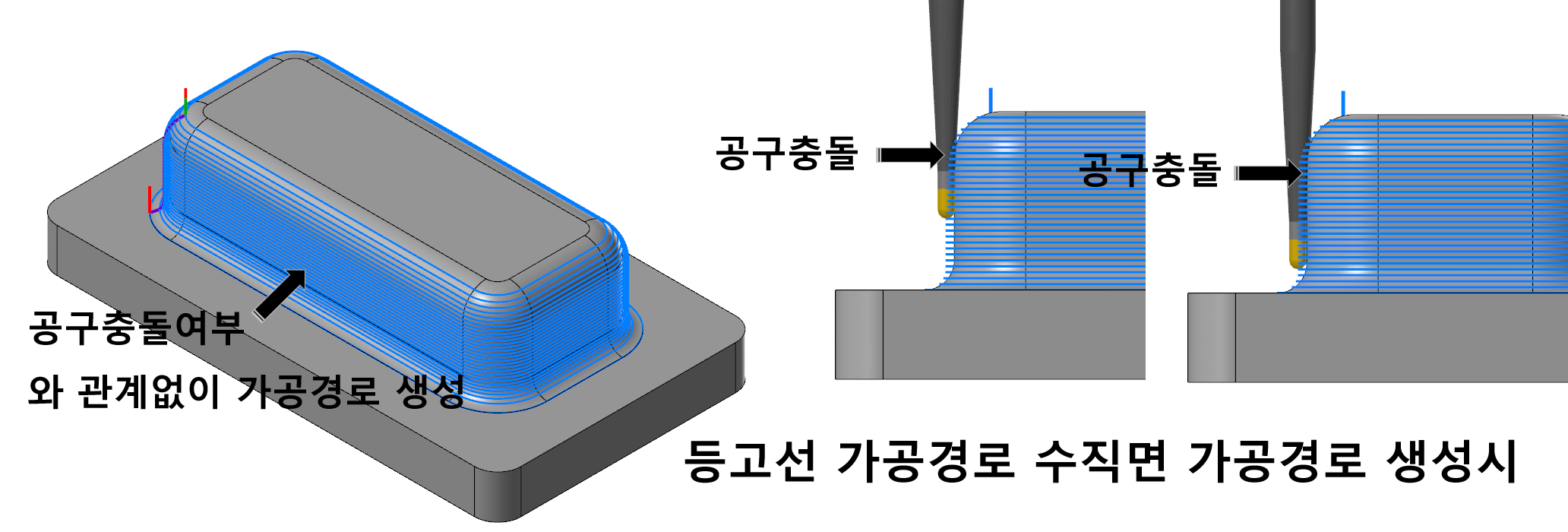
2. 구버전 곡면 등고선 가공경로와 틀리게 공구 전체 형태에 따른 소재와의 충돌체크가 이루어집니다.
(구버전 곡면 등고선 가공경로는 공구의 절삭면 부분에 한하여 충돌체크(공구 싱크 부분 이라던가는 체크가 안됨)가 이루어집니다.)
3. 등고선 가공경로와 유사하게 가공경로는 해당 곡면에 접하는 면의 Z값 간격으로 분리되는 가공경로를 생성합니다.
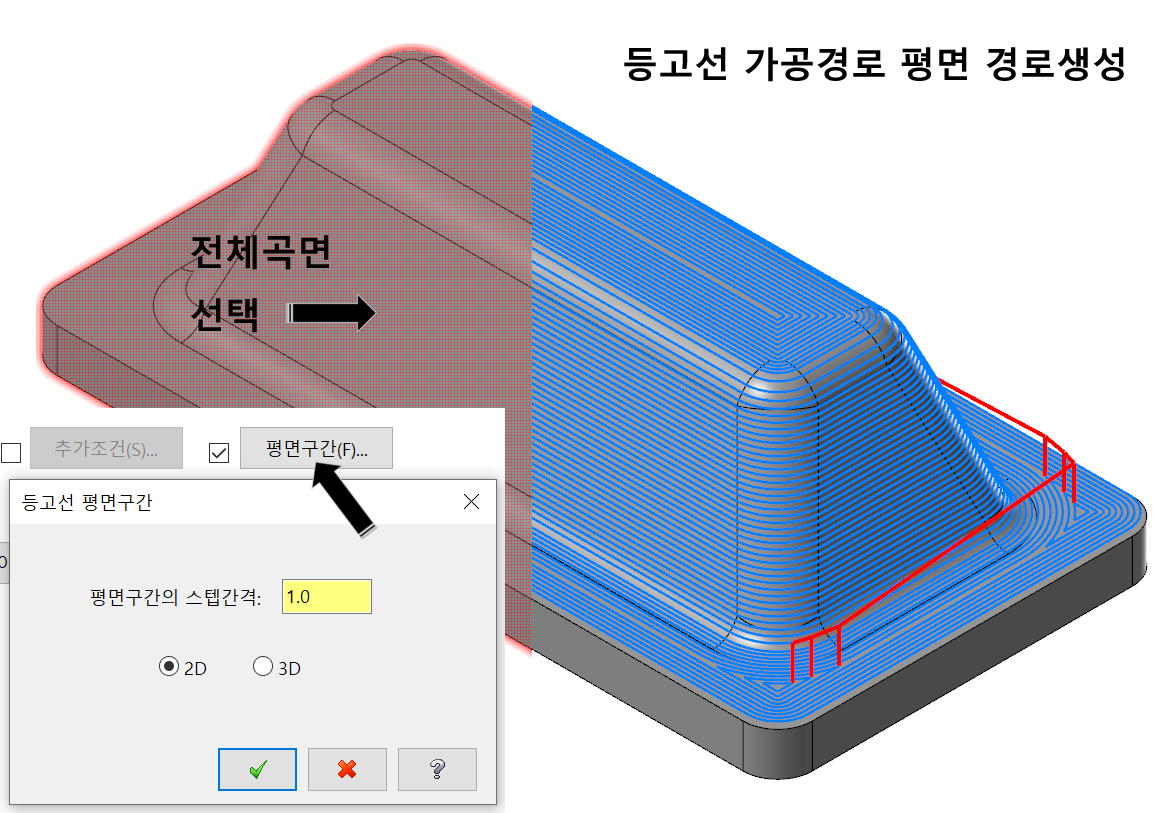
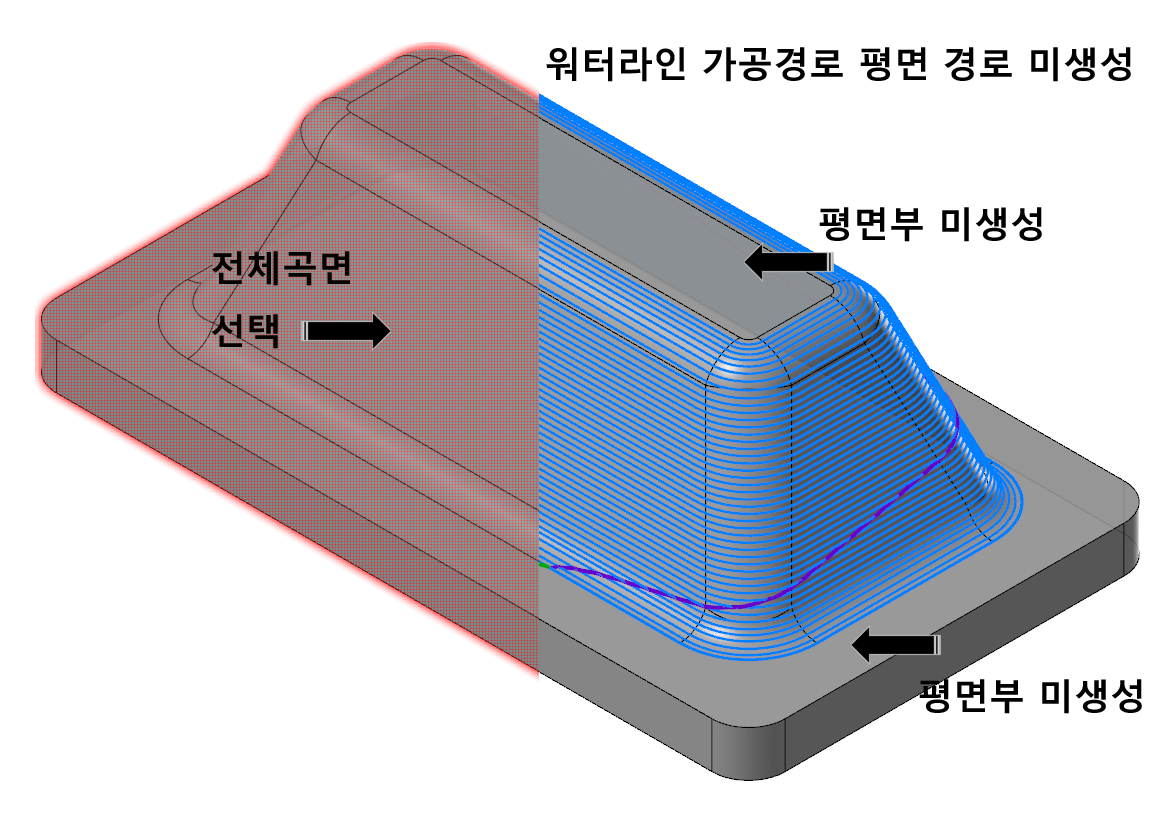
4. 등고선 가공경로와 달리 평면부에 대한 가공경로가 워터라인은 생성되지 않습니다.
(등고선 가공경로는 평면구간 설정에 따른 평면(0도) 부분에 대한 가공경로가 생성할 수 있으나 워터라인 가공경로는 이러한 설정 옵션 자체가 적용되지 않습니다.)
5. 4번 특징에 이어서 워터라인은 곡면 경사 각도 (30~90도)에 최적화되어 있습니다.
(물론 가공경로 자체는 0~90도(진짜 0도는 평면이므로 미적용) 경사면에 생성할 수 있습니다.)
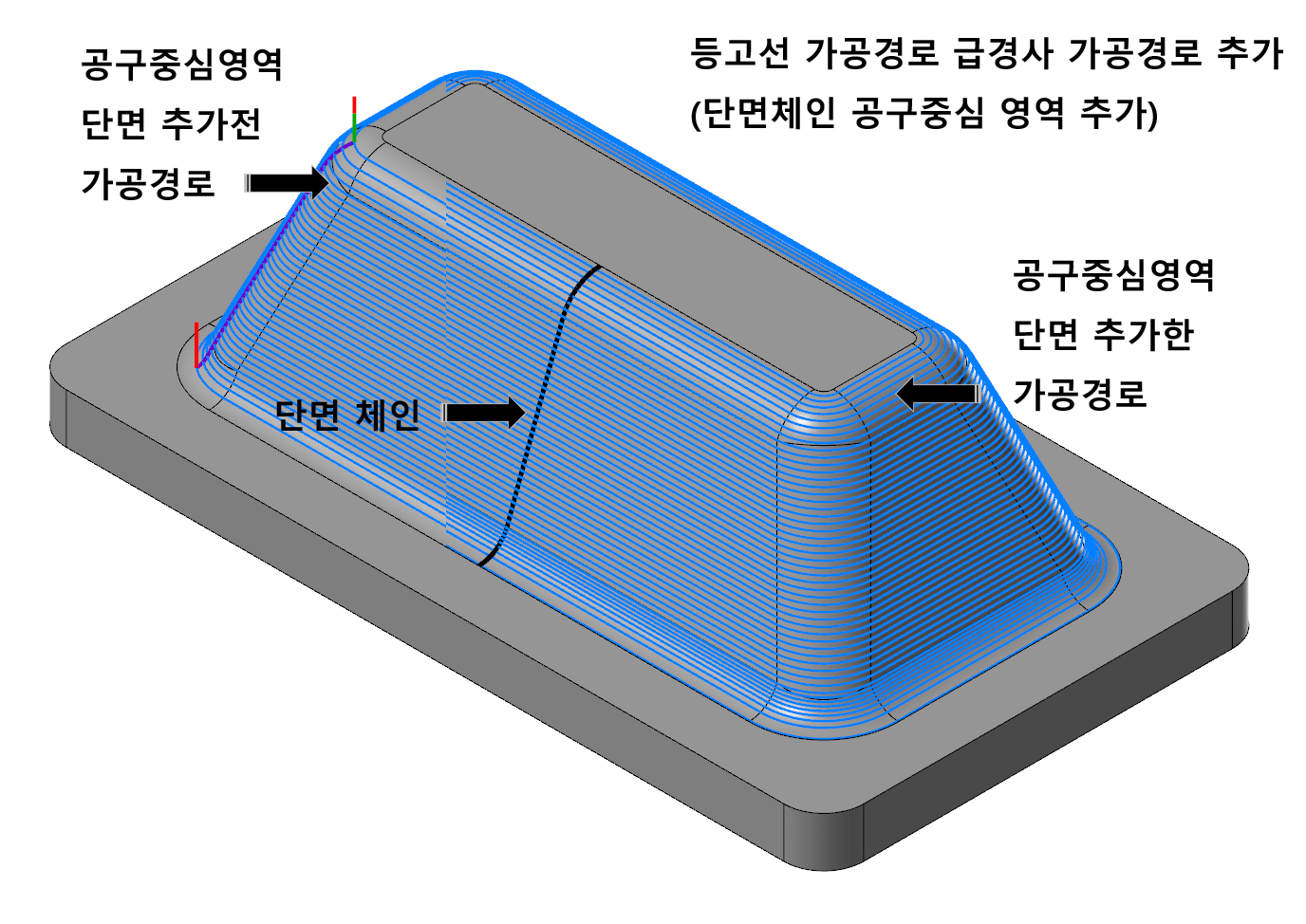
6. 등고선 가공경로 경우 가공곡면의 일부 곡률이 큰 게 변동되는 부분(각도가 급변하는)에 대한 가공경로 추가생성(?)을 위하여 공구중심영역(단면)을 적용하여 가공경로를 단면선에 따른 배분 같은 방식이 워터라인에는 적용 안됩니다.
(워터라인 공구중심영역에 가공 모델링 단면체인을 적용해도 인식하지 않습니다.)
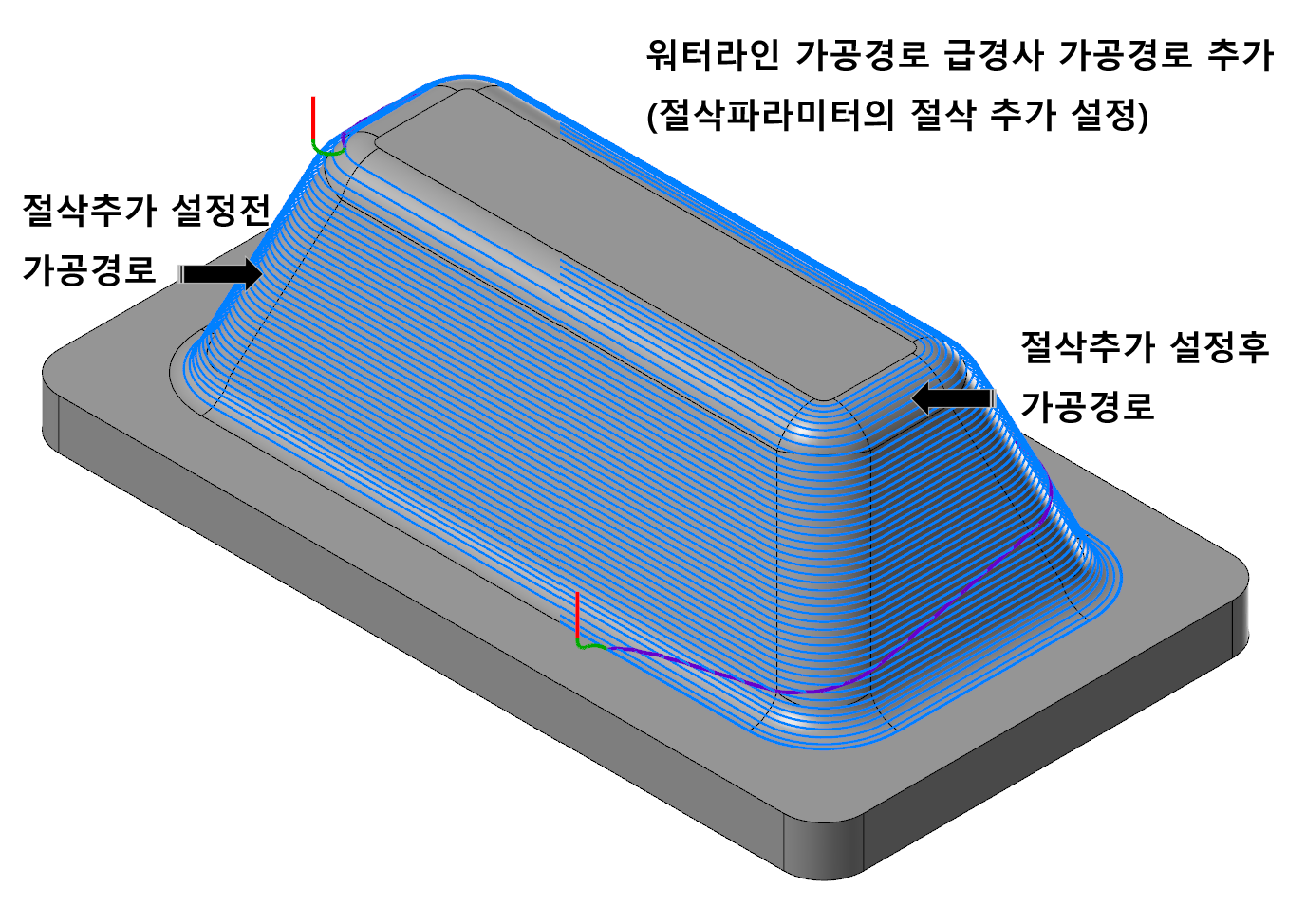
(워터라인 가공경로는 기본적으로 등고선 가공경로의 추가조건의 "쉘로우 영역가공경로" 추가와 거의 동일한 방식의 "절삭 추가" 기능으로 대체할 수 있습니다.)
이러한 이유로 주로 곡면고속 가공경로 사용 시(등고선 대체재로) 경사면이 많은 가공물(피라미드형상과 비슷한)에 적합한 가공경로로 주로 중삭, 정삭 가공경로 로 많이 활용되는 가공경로입니다.
워터라인 가공경로 파라미터 설명
워터라인 가공경로는 기본적으로 중삭, 정삭(가공 곡면 주변으로만 생성되는) 가공경로입니다.
모델도형 파라미터의 대한 설명은 아래 링크를 참조 바랍니다.
https://momoman83.tistory.com/150
마스터캠 3D 가공경로 설명 곡면 고속가공경로-1 (공통 파라미터-모델도형)
이번에는 곡면 고속가공경로에 대하여 알아보겠습니다. 여기서 설명하는 고속가공(HST: high speed toolpaths) 절삭 공구의 고속이송을 용이하게 도와주어 빠른 가공과정을 이룰 수 있게 도와주는 과
momoman83.tistory.com
가공경로 제어의 대한 설명은 아래 링크를 참조 바랍니다.
https://momoman83.tistory.com/151
마스터캠 3D 가공경로 설명 곡면 고속가공경로-2 (공통 파라미터-가공제어-공구중심영역)
이번에는 곡면 고속 가공경로 공통 파라미터 중 가공제어에 대하여 알아보겠습니다. 가공경로 제어는 공구중심영역(바운더리 : Boundary : 영역경계) 관련 설정창 입니다. * 공구중심영역 은 공구
momoman83.tistory.com
https://momoman83.tistory.com/153
마스터캠 3D 가공경로 설명 곡면 고속가공경로-3 (공통 파라미터-가공제어-공구중심영역-2)
저번에 이어 가공제어 - 공구중심영역 관련 잔여 부분을 알아보겠습니다. ② 공구 진입 방법 공구 가 가공에 들어가기 전 어떻게 진입하는 방향을 지정하는 설정입니다. * 곡면 가공경로는 사용
momoman83.tistory.com
모델 공작물의 대한 설명은 아래 링크를 참조 바랍니다.
https://momoman83.tistory.com/154
마스터캠 3D 가공경로 설명 곡면 고속가공경로-4 (공통 파라미터-가공제어-공작물)
저번에 이어 공작물에 대하여 설명하겠습니다. 공작물 항목의 정의 을 설명하면 공작물은 전공정에서 가공된(실제는 가공하고 남은 소재의 영역) 소재의 나머지 미절삭 부분을 다시 다음 가공
momoman83.tistory.com
절삭 파라미터
워터라인 가공경로 생성에 필요한 설정항목을 정의합니다.
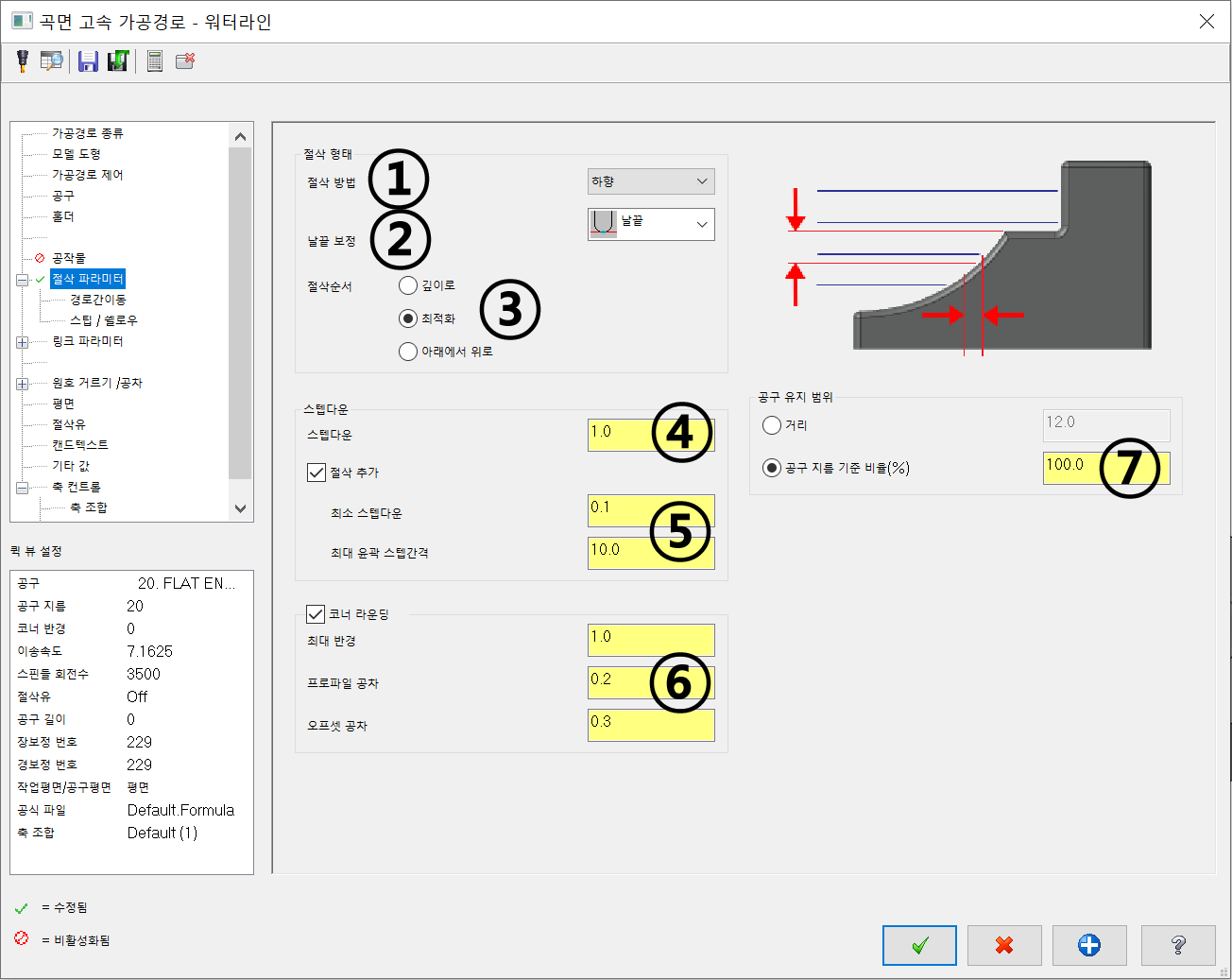
① 절삭 방법
워터라인 가공경로의 절삭방법(경로 진행방향)에 대한 설정을 정의합니다.
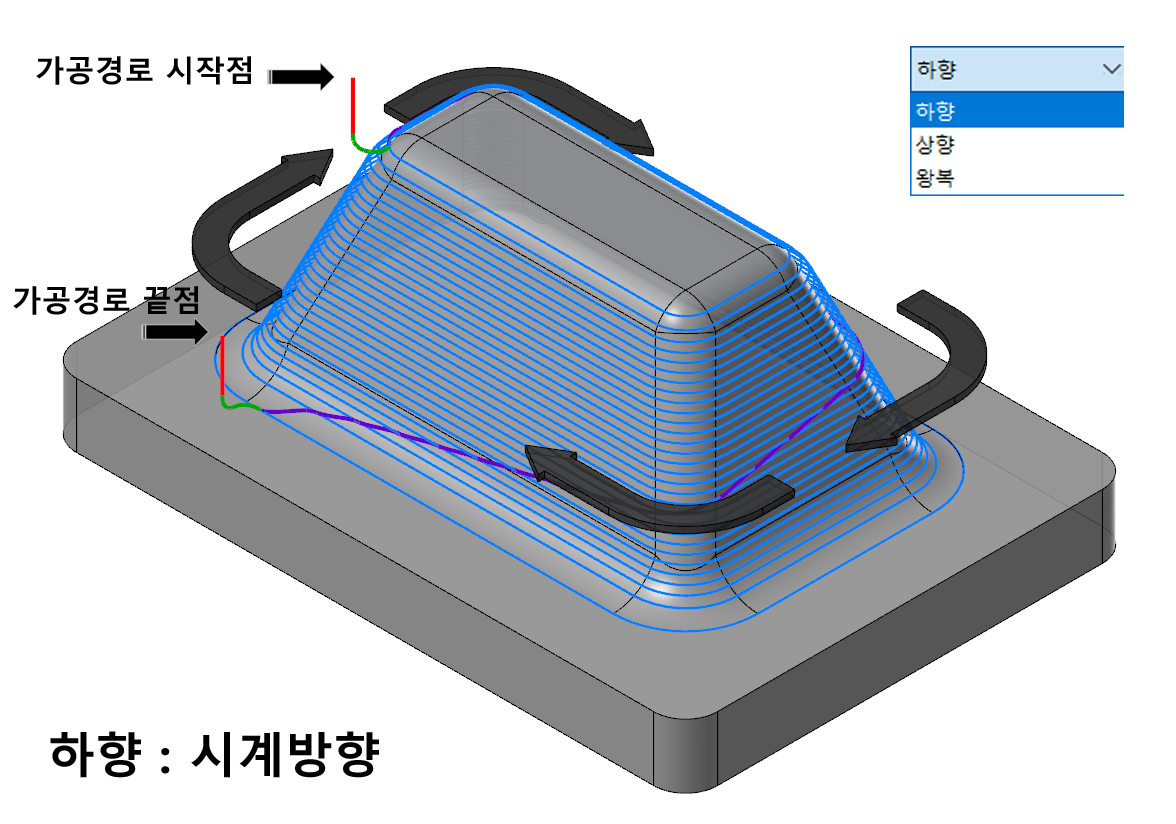
하향 (하향절삭 방식 : 통상적으로 이것을 사용합니다.)
상향 (상향절삭 방식)
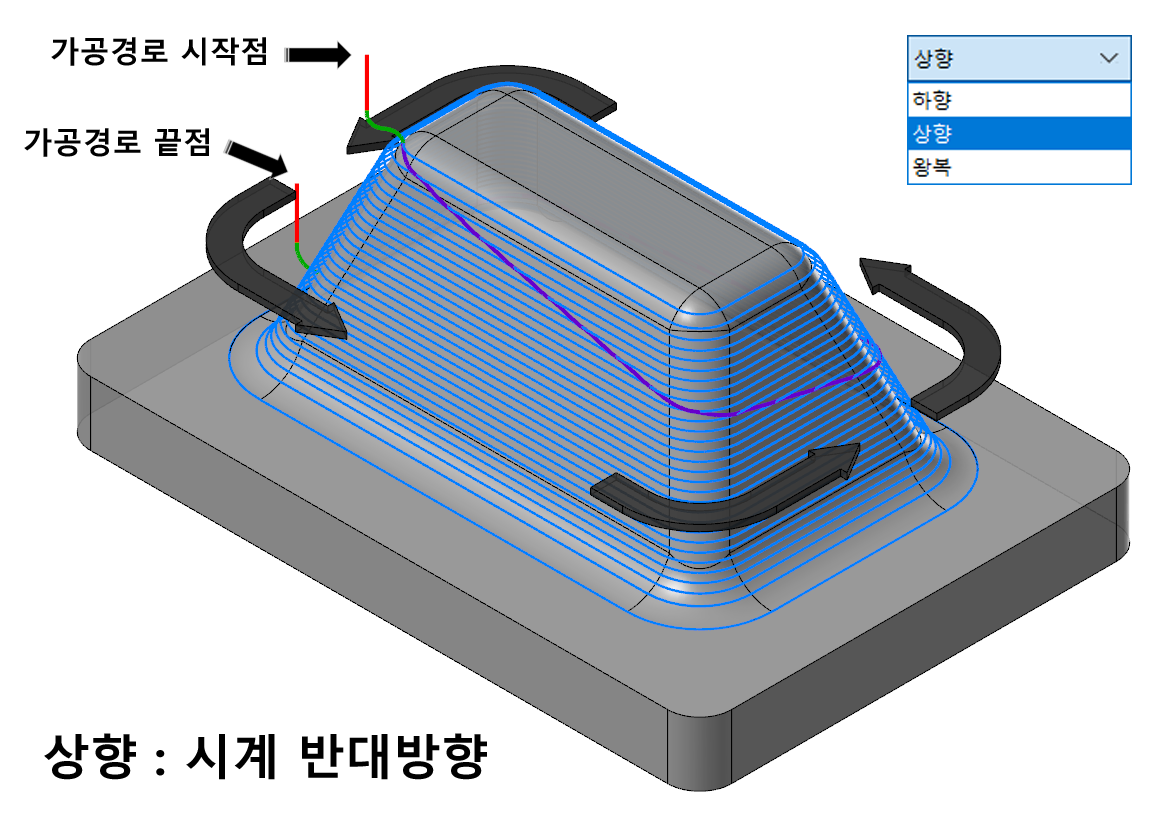
왕복 (하향과 상향 절삭 방향을 Z값 단계별로 전환하며 진행)
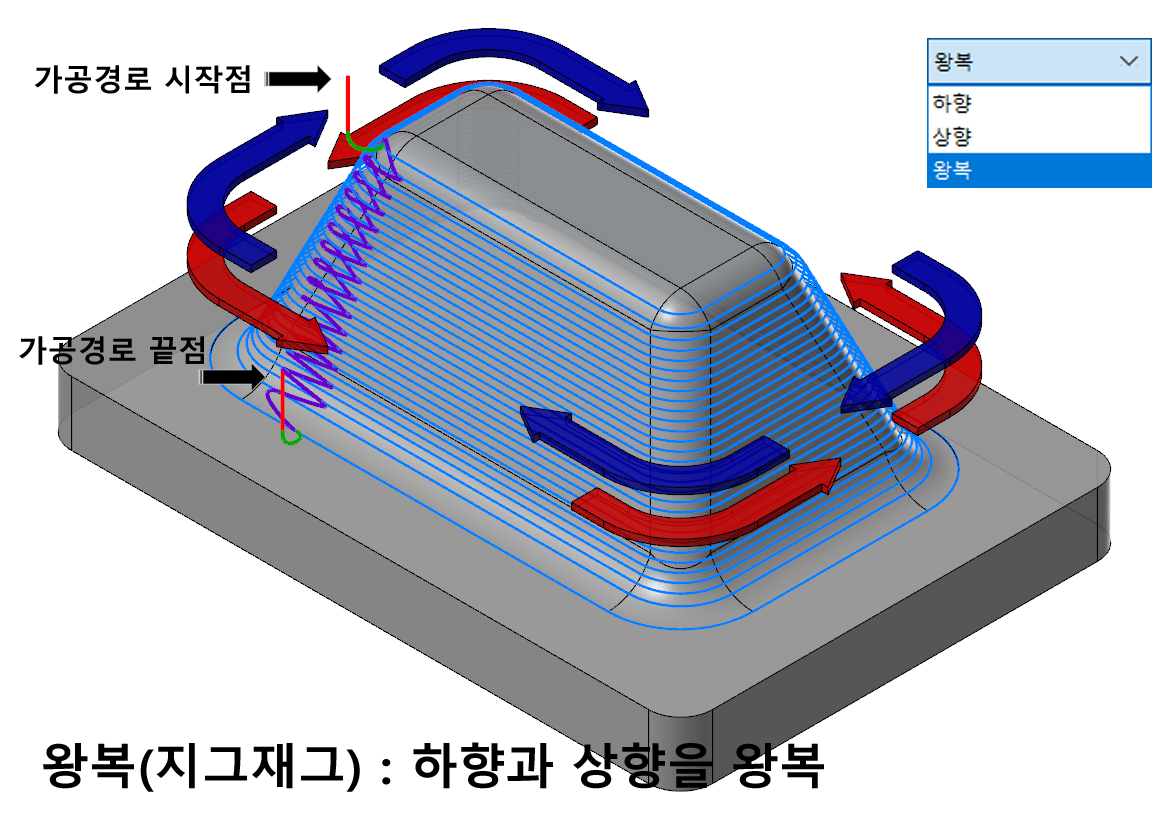
* 절삭 방법 선택은 공구 종류 선택과 가공소재 고정방식에 따라 정의하며 주로 쓰는 엔드밀 형태 공구 사용 시 하향 방향을 선택합니다.
② 날끝 보정
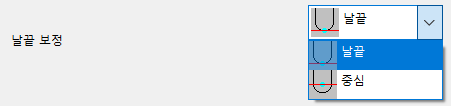
가공경로에 대한 공구길이보정값에 대한 위치점을 정의합니다.
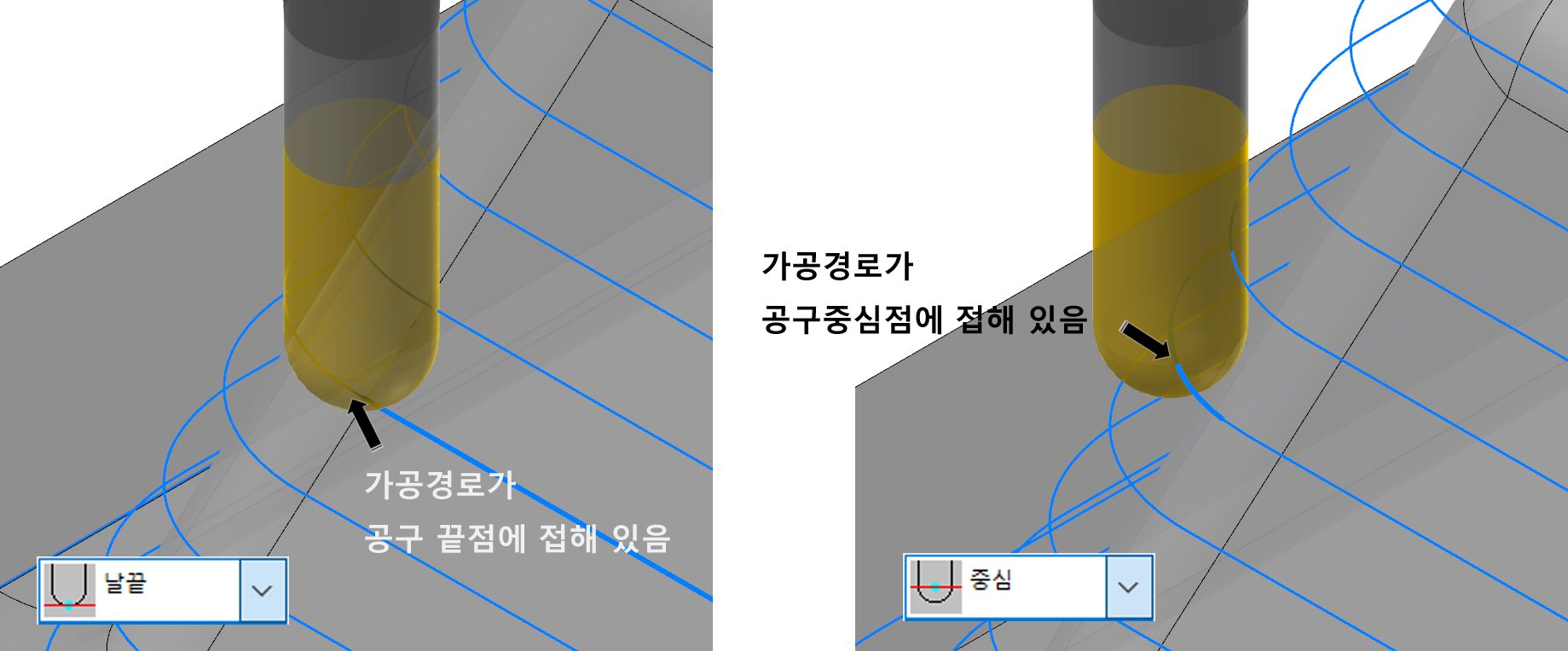
* 위와 같이 가공경로가 정의되므로 일반적인 공구 길이보정값(공구 끝점을 측정한)을 공구 중심에 적용 시 주의 하시기(공구 알값 만큼 과절삭 우려) 바라며 공구중심은 현재 가공경로를 준수하며 공구 규격보정값으로 절삭여부를 보완할경우 또는 공구 형태에 따른 가공면(공구 알형태 : 롤리팝공구)을 적용시 사용됩니다.
* 다시 말씀드리지만 날끝 보정을 공구중심으로 적용 할시 공구길이 측정 또는 공구직경 보정값 적용 시 주의가 필요합니다.
③ 절삭 순서
가공경로의 생성 순서(Z 축 방향순으로)의 대한 방식을 정의합니다.
* 기본적으로 등고선 가공경로와 마찬가지로 워터라인 가공경로도 Z값 단계별(위에서 아래로 기본값) 가공경로를 생성합니다.
깊이로

* 가공곡면의 접하는 Z값별 가공경로를 무조건적인 Z값 단계별로 분류하여 생성합니다.
(이는 서로 떨어져 있는 (영역이 틀린) 곡면일지라도 분류되는 Z값이 같은 경우 같은 단계의 가공경로를 생성합니다.)
*다수의 포켓가공을 가공깊이별로 생성하는 것과 동일합니다.
* 이러한 방식이 보편적인 방법으로 어느 정도 황삭 또는 중삭이 되어 있지만 남은 미절삭 부분이 좀 많이 남아있다면 무난하게 적용 가능한 절삭 순서입니다.
(이러한 이유가 어떻게 보면 무조건적인 Z값별로 우에서 아래로 내려가는 형태이라 만일의 경우 황삭공구의 규격이 커서 많은 미절삭 부분이 남아 있어도 위에서 아래로 순차적으로 가공경로가 생성되어 급격하게 Z값이 적용되는(공구가 미절삭되는 부분을 급격하게 찍고 들어가는 현상) 형태를 피할 수 있습니다.
* 이러한 이유로 황삭 후 중삭용 가공경로로 사용 시 절삭순서를 깊이로 하는 것을 추천합니다.
최적화
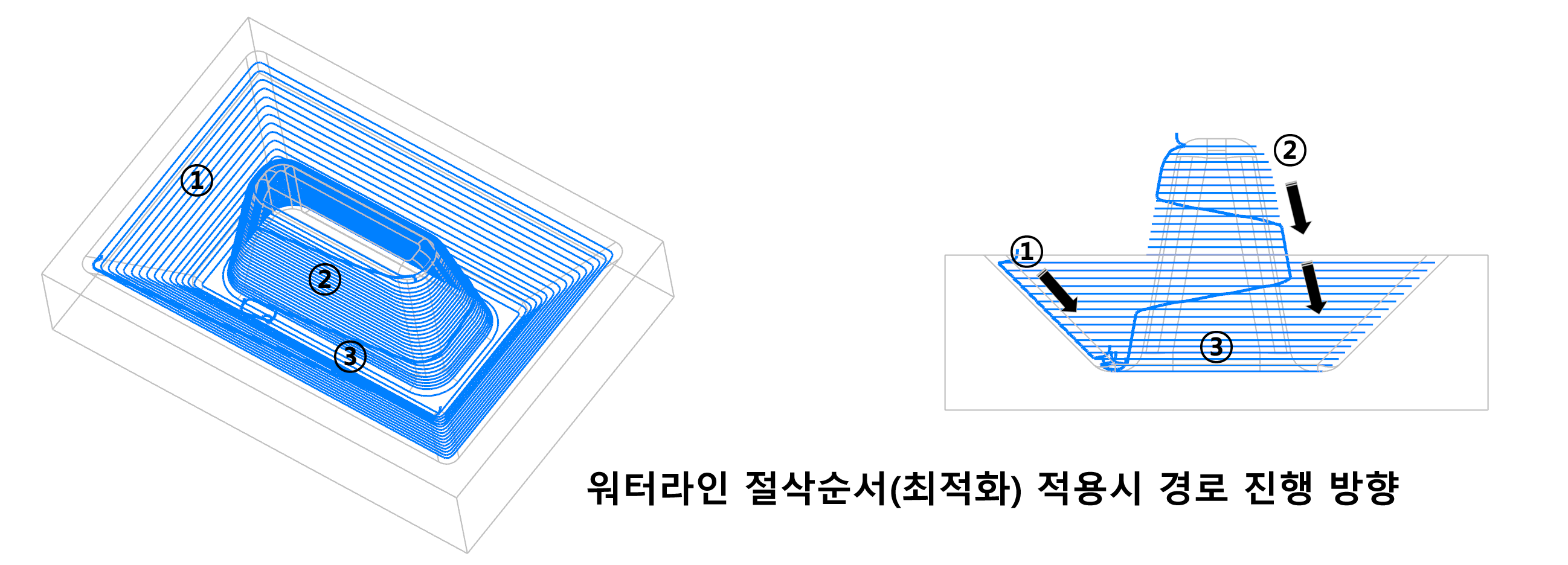
* 최적화는 우선 가공곡면들을 영역화 (가공경로 생성영역 별로 분리 : 다수의 포켓가공 분리 생성처럼)하여 Z값별 가공경로를 위에서 아래로 생성합니다.
(즉 가공곡면을 생성되는 가공경로별로 영역화하여 분류하며 해당 영역별로 가공경로를 생성하여 하나의 가공영역을 생성하고 그다음 가공영역으로 넘어가는 방식으로 진행합니다.
* 이러한 형태로 최적화 처리한다는 것으로 표현하며 가공영역 간 급속이송되는 구간을 줄여서 가공시간의 축소효과를 볼 수 있는 절삭 순서 방식으로 볼수 있습니다.
* 다만 이러한 방식은 만일의 경우 황삭 또는 중삭 가공 후 미절삭 부분이 남아있는 경우 이러한 미절삭 부분을 감안하여 가공경로를 생성하지 않기 때문에 간혹 잔여 미절삭 부분에 공구가 무리하게 접촉할 수 있는 여지가 남아있습니다.
* 절삭순서를 아래에서 위로 적용은 안됩니다.
좀 더 다른 형태의 참고 동영상
깊이로 적용 시
최적화 적용 시
아래에서 위로
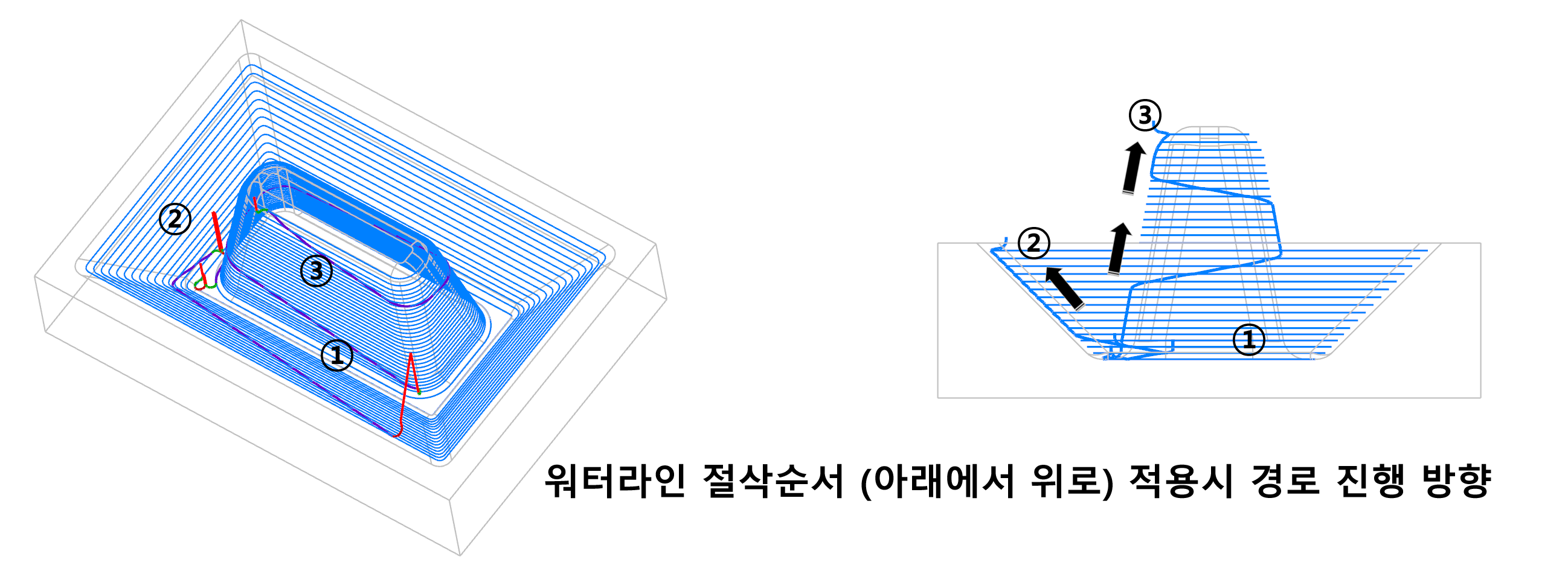
* 아래에서 위로는 최적화 + 가공방향 아래에서 위로 적용된 절삭순서 라고 할 수 있습니다.
* 기본적으로 최적화 절삭순서에 절삭방향만 아래에서 시작하여 위로 올라가는 방식으로 간혹 가공면의 조도향상을 고려한다면 선택할 수 있는 방식입니다.
* 다만 이방향 선택 시 주의 사항이 공구진입이 바로 제일 아래 가공면(최저 가공깊이)에서 시작하므로 이 가공경로 전에 황삭 또는 중삭으로 어느 정도(가공여유) 가공곡면에 준하는 정삭 전 준비된 가공여유(?)만 남기고 진행하셔야 합니다.
* 만일 미절삭 부분이 많이 남아있는 경우 이 절삭 순서를 선택하면 공구가 처음 진입 시 많은 진입 부하로 공구 파손을 경험하실 수 있습니다.
'마스터캠 2021 기능 교육 자료(초안) > 3D 곡면 , 솔리드 적용 가공 경로 관련' 카테고리의 다른 글
| 마스터캠 3D 곡면 고속 워터라인 가공경로-3 (0) | 2024.02.17 |
|---|---|
| 마스터캠 3D 곡면 고속 워터라인 가공경로-2 (1) | 2024.02.11 |
| 마스터캠 2022를 활용한 모델링 평면곡면 가공경로 생성에 관련 질문에 대한 의견. (2) | 2023.09.24 |
| 마스터캠 3D 가공경로 설명 곡면 고속가공경로-12 (가공 과정) (2) | 2023.04.10 |
| 마스터캠 3D 가공경로 설명 곡면 고속가공경로-11 (영역 황삭-2) (1) | 2023.04.08 |