


이번에는 윤곽가공 파라미터 중 축 컨트롤 - 로터리 축 조절에 대하여 설명하겠습니다.

* 여기서 로터리 축 조절 기능은 해당 가공정의를 지정 회전축을 중심축으로 말기(ROLL) 작업을 하겠다는 의미가 됩니다.
로터리축 기능별 설명합니다.

회전 종류
① 회전 안함
해당 로터리(회전기능)를 사용하지 않는 상태시 적용합니다.
*부가축 기능을 사용하지 않는다는 의미가 됩니다.
(로터리축 기능 비활성화 상태)
② 로터리축 위치 결정
지정 회전축을 중심으로 가공물을 위치하고 그 가공면을 해당 가공정의 공구평면에 붙여서 가공하는 것을 전제로 하여 가공정의를 생성하는 방식입니다.
* 마스터캠 상에서는 일반 3축 가공정의와 동일하며 가공 장비에 따른 설정상 차이이며 캠작업상 특이 사항이 없습니다.
* 즉 장비 특성상 문제이며 일반적인 가공에서는 차이가 없습니다.
③ 3축
일반적인 극좌표(회전축 중심 기준 좌표값 산출 형식으로 출력) 적용 시 사용되는 방식입니다.
* 다만 적용해도 극좌표값으로 NC데이터가 출력되는 것은 아니고(극좌표 출력은 포스트 당담) 가공정의 계념상 회전축 지정 한다는 의미 정도입니다.
* 로터리축 위치 결정 과 달리 극좌표 계념이라 해당 회전축과 공구축이 평행을 유지하는 것을 전제로 하기 때문에 만일 공구축(Z방향)과 다른 회전축방향(X, Y)을 지정하면 공구축을 강제로 틀어진 상태로 가공경로가 생성되므로 주의가 필요합니다.

* ② 로터리축 위치 결정, ③ 3축은 해당 로터리축 지정(X, Y, Z)만 가능합니다.
* 일반적인 인덱스(부가축) 가공에는 ②③항목이 적용되지 않습니다.
④ 축 대체(부가축)
일반 3축 장비 중 Z 축을 제외한 X, Y축중 하나를 회전축으로 대체하여 가공경로를 생성하는 방법입니다.

* 즉 X, Y축 하나를 각각 X = A , Y = B으로 대입하여 기능을 대신하는 (예로서 만일 X축을 A 축으로 대체하면 가공 시 Y축 좌표는 고정으로 A, X, Z좌표값으로 가공 데이터 생성) 기능을 합니다.
* 그렇지만 X = A 으로 변환 이라는 의미 보다는 X축이 대체되는 이에 대응하는 Y축이 변환(고정된다)한다는 의미로 받아드리셔야 합니다.
* 이것이 축 대체(부가축) 기능의 특징인데, 축 대체된 축방향은 움직이지 못하고(공구가 축 대체한 축중심선에서만 이송된다는) 나머지 축 좌표값으로 가공경로가 생성됩니다.(중요!!)

* 그러므로 축 대체 기능을 적용하면 대체하는 축 방향을 벗어나지 못하는 (고정) 현상이 발생하니 항상 롤가공(축 대체)시 작업 방식에 충분한 고려가 필요 합니다.
* 축 대체 기능 적용 시 하단 축 대체 기능 항목이 활성화됩니다.
⑤ 로터리축
회전 종류의 로터리축 위치 결정과 3축 항목에만 적용되는 것으로 X, Y, Z 방향 회전축 지정이 가능합니다.
* 축 대체(부가축) 가공에는 적용되지 않습니다.
⑥ 축 대체
실직적으로 부가축(축 대체) 기능으로 롤(ROLL) 가공을 하는 경우 적용되는 기능입니다.
기본적으로 해당 가공정의(2D 가공경로만 해당)의 평면적인(공구평면 기준) 가공경로를 말기 기능으로 정원형태(비 정원형태는 불가능)의 가공물(반드시 가공물의 회전 중심축이 가공경로의 회전 중심축과 동일하여야 하는)의 표면에 해당 가공경로를 말기(평면에서 원봉 형태로 전환) 하는 기능을 말합니다.
이때 축 대체(롤 가공) 적용 시 주의 사항은 다음과 같습니다.
1. 가공물의 회전 중심축(또는 인덱스 장비 회전 중심축)을 기준으로 가공경로가 생성된다는 점.
2. 1번과 같은 의미로 축 대체 적용 시 해당 3축 장비(X,Y)축중 하나를 회전 중심축으로 대체하는것 이므로 적용시 X, Y축중 하나가 고정(이송되지 않은)된다는 점을 고려하셔야 합니다.
3. 2번과 연관되는 의미로 해당 가공측면(공구 가공 옆날면)이 사실상 회전 가공물 측면(Y축 방향)이 정확히 90도 직각을 이루지 못한다는 점(조립되는 상대물이 있는 경우 필히 재검토 필요)을 검토 하여야 합니다.
4. 3번과 연관 되는 의미로 대표적인 경우가 스크루 형태의 경우 가공물(모델링)과 측면(가공 공구 측면날)과 일치하지 않을 가능성이 많다는(거의 99.9%)점을 고려하셔야 합니다.
5. 기본적으로 2D 평면화된 가공경로를 기계적으로(윤곽 가공의 간섭체크 같은 검토가 이루어지지 않는....) 말기(롤)하는 기능이라 공구의 간섭이 나 소재의 과절삭(미절삭도 있습니다.)의 발생을 검토하셔야 합니다.
6. 이러한 이유로 가능한 평엔드밀 보다 볼엔드밀 공구 적용을 고려해야 하나... 실직적으로 어느 정도 다축 가공에 비하여 부족함이 많은 기능입니다.
7. 만일 정확한(모델링 대로) 가공경로를 원하시면 축 대체(롤) 기능 적용 보다 다축 가공을 지향하셔야 합니다.
8. 이러한 축 대체(롤) 기능으로 불가능한(Z 축 방향으로 가공깊이가 다변화하는..) 경우 가 있다는 점도 고려하셔야 합니다.
9. 이러한 이유로 가공 바닥면의 조도가 안 좋다는(예로 포켓 가공의 바닥면 가공 같은 경우 가공경로 형태는 포켓 가공과 유사한데. 계속적으로 공구 밑날이 가공물 바닥에 일부분만 접촉하므로 절삭 간격이 좀 더 많이 좁아야 한다는..)점을 고려하셔야 합니다.
축 대체에 적합한 가공형태
1. 단순한 공구 중심축 기준 단선 경로로 가공경로 생성되는 경우 (각인 이라던가....)
2. 단순 형상 가공 (상대물이 없는 경우)
3. 파이프 같은 가공물의 관통형태 측면 가공 시.
4. 가공물 측면 드릴 가공
* 좀 더 자세한 축 대체 기능 적용 방법은 다음 실무 편에서 설명하겠습니다.
원래 주제인 축 대체 기능 적용 시 적용(대체되는)되는 축을 선택합니다.
일반 3축 장비에서는 X, Y, Z 3축이 있지만 Z은 불변(위치 변동 불가능 : Z값은 축 대체 기능에서 논외입니다.)하므로 축 대체 가능한 축은 X, Y 2가지 축뿐입니다.
그중 한 가지 축을 가공물 회전축으로 대체한다는 의미입니다.
* 이렇게 설명하지만 그럼 인덱스 A 축 (축방향 : X축) 적용하려면 X축 변환을 선택하여야 하지만 실제로는 Y축을 선택하여야 제대로 된 경로가 생성됩니다.
그러므로 이 축 대체 방향은 반대로 축 대체 기능을 적용함으로써 고정되는 축을 선택한다고 생각하셔야 합니다.
* 인덱스 축 방향이 A 축이면 Y축 변환을, B 축 이면 X축 변환을 선택하시면 됩니다.
⑦ 회전 방향
이것은 인덱스(부가축)의 회전방향(결론적으로 인덱스 회전방향에 연관되지만..)이 아니고 말기(롤가공)된 가공경로의 진행방향(롤 방향)을 롤가공의 0도 지점(원통형 상부 꼭짓점이 아닙니다.)에서 위아래 어느 방향으로 말기 하냐는 방향입니다.
* 실제적으로 말기(롤)하는 방향(가공경로 진행방향)이 인덱스 회전축 회전방향과 연관되지만 사실은 가공경로 생성 방향이므로 생각은 CW, CCW로 단순히 생각하시면 안 됩니다.
이유는 단순히 해당 항목 그림처럼 인덱스가 우측에 있는 경우에 한정하면 그렇지만 반대로 인덱스 가 좌측에 있는 경우에도 적용되는 경우를 생각하면 혼란(단순히 CW, CCW로 생각하면)이 올 수 있습니다.
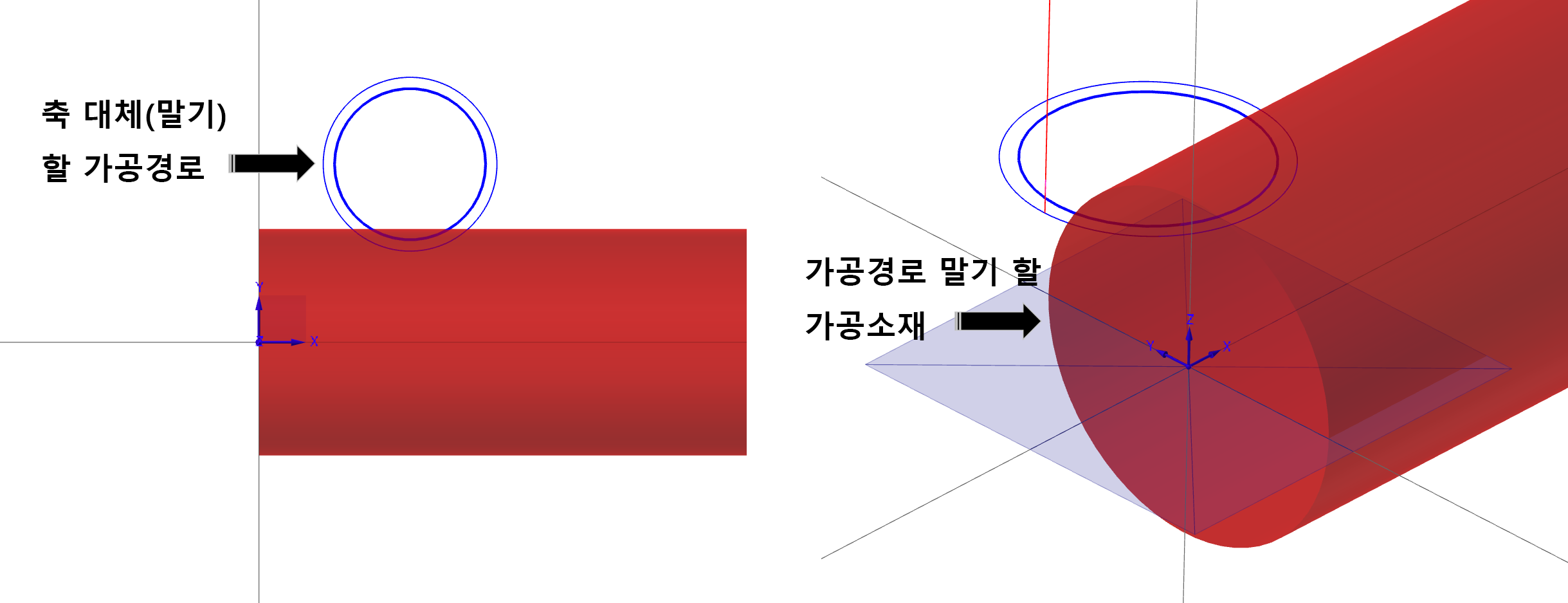
다시 설명하면 만일 예로서 다음과 같은 말기(롤) 할 가공정의가 있습니다.
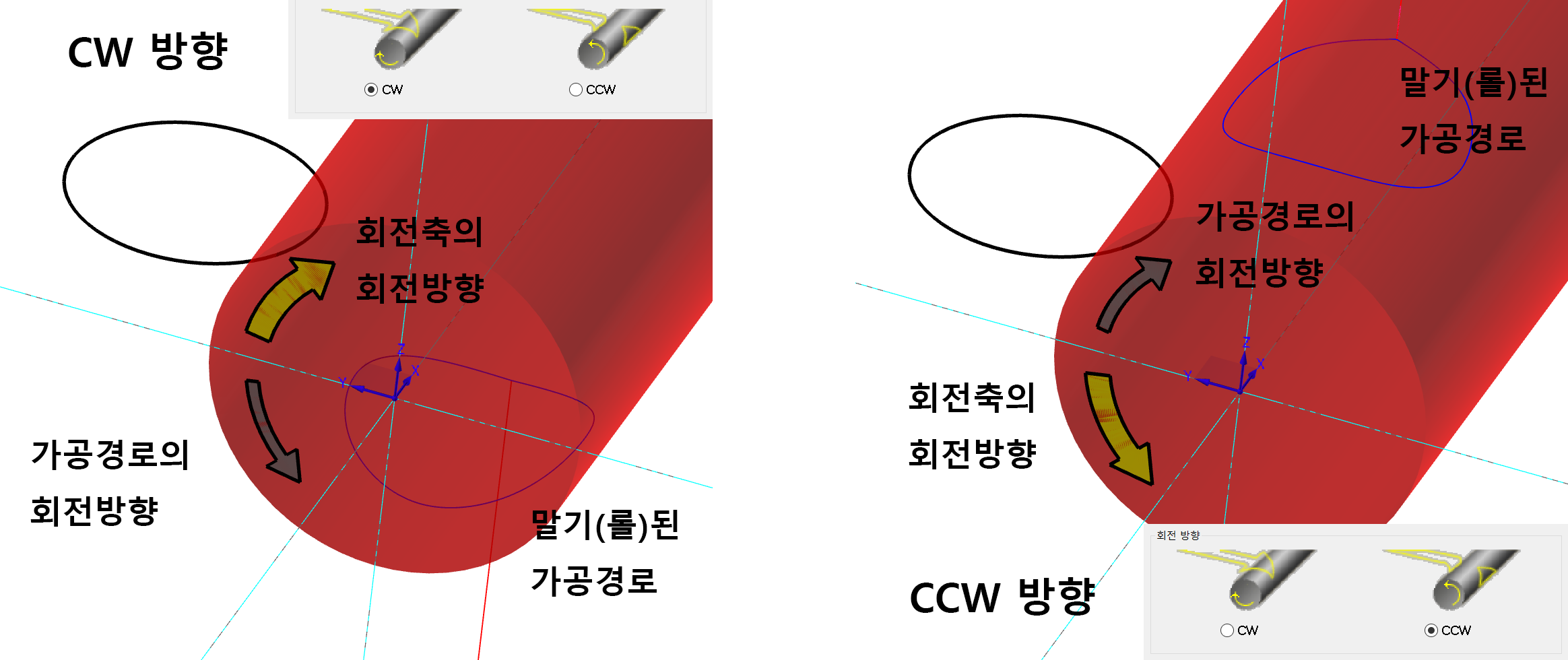
CW 방향으로 선택하면 해당 가공정의는 인덱스가 CW(시계방향)으로 회전하면서 말기(롤) 시작하기 때문에 회전체 하단부에 생성됩니다.
(CCW방향)
CCW 방향으로 선택하면 해당 가공정의는 인덱스가 CCW(반시계방향)으로 회전하면서 말기(롤)시작하기 때문에 회전체 상단부에 생성됩니다.
(CW방향)
* 이것은 마스터캠 가공경로 표기 방법(경로 확인)에 의하여 표시되는 것이지 실제 가공되는 방식은 약간의 차이가 있습니다.
* 이 또한 장비 설치(축방향/장비의 설치방향)에 따라 차이가 있습니다.
* 또한 사용되는 마스터캠 포스트(POST)의 로터리축 설정에 밀접하게 관련됩니다.
* 물론 해당 장비의 인덱스 관련 파라미터 값과도 밀접한 관계가 있습니다.
(부가축 관련 파라미터의 좌표값이 입력 시 부가축 회전방향(플러스 값일때 CW회전 이냐 CCW회전이냐 : 기본값은 플러스 값 입력시 CW회전)을 정의하는 파라미터 값이 있습니다.)
⑧ 로터리 지름 (말기 할 지름)
이것이 좀 오해의 소지가 많은 항목인데....
여기 로터리 지름은 가공물(소재)의 지름을 말하는 것이 아닙니다.
해당 가공정의 말기할 실직적인 기준면(링크 파라미터로 치면 재료상단 값과 유사합니다. : 그렇다고 앞서 얘기 한 것처럼 소재상단값과 같이 가공물의 규격과는 관련 없습니다.)의 높이를 말하는 것입니다.
* 즉 만일 로터리 지름(축 지름이 아닙니다.)을 50.0(지름 50)을 지정하면 부가축 좌표 위로 반지름 값 25.0 만큼 올라간 높이값이 가공정의 가공깊이값의 원점이 됩니다.
다시 말해서 로터리 지름 50이면 부가축(인덱스 회전축) 기준 상단 25 높이가 사실적인 링크 파라미터의 재료상단값 0.0(소재 높이 와는 아무 관계없습니다.)이 되며 여기를 기준으로 가공깊이가 위아래로 지정되는 것입니다.
(중요한 것이라 다음 실무 편에서 다시 자세히 설명합니다.)
* 이러한 이유로 사실상 축 대체 적용 가공정의 생성 시 링크파라미터의 재료상단 높이는 가능한 0.0을 지정하고 생성하셔야 합니다.
* 물론 재료상단 값을 0.0 이외 값도 지정 가능하지만 좀 더 생각해 보아야 합니다.
* 이러한 이유로 실제로 NC데이터를 출력하면 가공정의 링크파라미터 가공 깊이 값을 0.0으로 한다고 해서 Z0.0이 출력되지 않습니다.
(만일 가공깊이 Z0.0을 지정하면 실제 출력 좌표값은 로터리 지름값의 반값(반지름)만큼 올라간(+) 좌표값으로 출력됩니다.
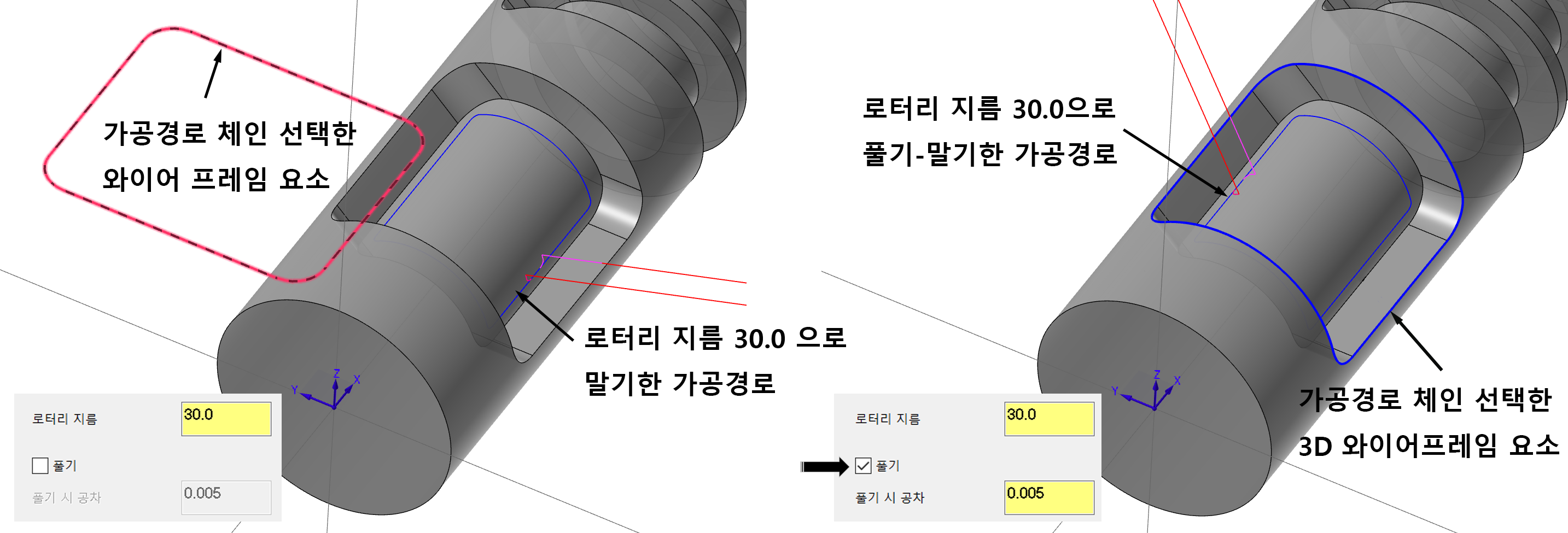
* 참고로.. 가공정의 체인요소가 평면상의 와이어프레임(2D)의 경우 로터리 지름값만 활성화되며, 가공정의 체인요소 3D 좌표상 와이어프레임(3D)의 경우 풀기 기능이 활성화 되며 풀기 항목을 체크하여야 활성화됩니다.
* 주의하셔야 할 점은 풀기 경우(3D 와이어프레임 체인) 직접적으로 3D 와이어프레임 요소에서 경로를 산출하는 것이 아니고 이 해당 3D 와이어프레임 요소를 풀기 기능(롤 이동 기능의 언롤(풀기) 기능)을 적용하여 풀어서 (3D에서 2D 와이어 프레임을 전환) 한 후 이를 기준으로 가공경로를 산출한 후 다시 말기(결국 기본적으로 모든 축 대체 기능은 말기 기능으로 정리?)하여 해당 가공경로를 생성합니다.
* 즉 마스터캠 내부적인 가공경로 연산 과정에서 풀기 - 말릴 반복 하여 가공경로를 산출합니다.
(그래서 풀기(UNroll)라고 표기합니다.)
⑨ 풀기
위에 설명을 다 해버렸듯이 해당 가공정의 체인요소가 풀기(UNroll)해야 하는 3D 와이어 프레임 요소인 경우 해당 체인 와이어 프레임을 풀어서 다시 말기 하여 해당 가공경로를 생성해달라는 기능이 됩니다.
2D 와이어 프레임 = 로터리 지름값 필요 + 풀기 기능 불필요
3D 와이어 프레임 = 로터리 지름값 필요 + 풀기 기능 필요 + 풀기 공차값 입력
* 물론 와이어 프레임 말고 솔리드 체인도 가능합니다.
(솔리드 체인 중 와이어프레임 기반만 가능합니다.)
* 풀기 기능은 기본적으로 윤곽형태 와이어프레임 선택 가공정의와 드릴 가공정의에서만 적용가능합니다.
풀기 시 공차
위에서 설명하듯이 풀기 기능은 3D 와이어프레임 요소를 풀기(언롤기능)을 이용하여 해당 도형요소를 2D 요소로 변환시키는 과정이므로 이에 대한 도형요소 공차값(얼마나 원본과 유사하게 풀기 하는가)이 필요합니다.
* 통상적으로 해당 가공정의 가공공차값을 적용합니다.
* 그럼 그냥 풀기(3D요 소을 2D요소로) 과정을 작업자가 임의적으로 해당 3D 요소을 2D 요소로 변환(언롤)하여 2D 요소를 기반으로 축 대체(롤가공) 하면 되지 않는가 하는 의문이 드는데 실제 해보시면 둘 가공경로가 살짝 차이가 발생하고 작업자가 3D 요소를 2D 요소로 전환하는 과정이 다소 불편한(범거로움)점이 있지만 대신 작업자가 편이한 작업환경(2D 도형요소 가공경로)을 적용할 수 있어 나중에 편리해질 수 있는 장점이 있습니다.
* 다만 단순 가공경로 품질(부드러움?)은 풀기 적용한 3D 와이어프레임 쪽이 더 좋습니다.
그럼 다음에는 실무 롤 가공기능을 소개하겠습니다.
'마스터캠 2021 기능 교육 자료(초안) > 2D 가공 경로 관련' 카테고리의 다른 글
| 마스터캠 2021를 활용한 2D가공경로에 대하여 -31(윤곽가공 절삭 파라미터-23(로터리 축 조절-실무2)) (0) | 2024.07.18 |
|---|---|
| 마스터캠 2021를 활용한 2D가공경로에 대하여 -30(윤곽가공 절삭 파라미터-22(로터리 축 조절-실무1)) (0) | 2024.07.14 |
| 마스터캠 2021를 활용한 2D가공경로에 대하여 -26(윤곽가공 절삭 파라미터-18(절삭유)) (0) | 2024.06.16 |
| 마스터캠 2021를 활용한 2D가공경로에 대하여 -25(윤곽가공 절삭 파라미터-17(평면)) (1) | 2024.06.14 |
| 마스터캠 2021를 활용한 2D가공경로에 대하여 -24(윤곽가공 절삭 파라미터-16(원호거르기/공차-2)) (4) | 2024.06.09 |