


이번에는 네이버 마캠 뽀개기 카페 회원이신 "알루미네이션"님이 작성하신 각인 매크로(0241126_Making_macro) 사용법에 대하여 알아보겠습니다.
먼저 준비물은 다음과 같습니다.
0241126_Making_macro.mcam : 마스터캠 2022 호환 파일
0241130_Making_macro.psb : 마스터캠 포스트 호출루틴 암호화 파일(내용 볼 수 없습니다. 에디팅 불가)
0241130_Making_macro.pst : 마스터캠 2022 기준 각인 공정용 매크로 생성 전용 포스트 파일(각인 공정 전용입니다.)
우선 해당 각인 매크로 사용 환경은 다음과 같습니다.
먼저 작업 환경은 마스터캠 2022 이상입니다.
기본적으로 워크좌표 G54에 해당 제품 가공원점을 사용하고 그 후에 배열되는 (G55,56~) 각인 공정용 문자열 배치 원점(다른 워크좌표)을 사용하며 해당 매크로 실행 후 자동적으로 지정된 각인 번호(증분 되는)에 "+1" 증분되는 매크로입니다.
* 본 매크로는 각인 공정 원점의 Z높이값이 본 제품 가공원점의 Z높이값과 동일하다는 전제 조건에서 작동합니다.
일부 경우(공구-소재충돌 염려가 없는 경우)에는 본 매크로 일부 수정으로 Z값이 틀리게 적용은 가능합니다.

* 본 제품 가공원점(워크좌표)이 반드시 G54이지 않아도 적용가능합니다.
해당 각인 선형배열 작업오프셋 번호 부여방식에서 해당 제품 적용 워크좌표값을 잘 입력 & 선형배열 사용자 정의 파라미터 - 사용자 정의#2(각인 워크좌표) 값을 적절하게 입력하시면 변동이 가능합니다.
#500 변수가 최초 시작 각인 번호가 지정(저장)됩니다.
* 해당 #500 변숫값은 실작업 적용 시(첫 작업 시) 머시닝 장비 #500 변수란에 입력해 놓으면 이후 해당 매크로 호출 시마다 "+1"씩 자동 중분되므로 연속적인 작업이 가능합니다.
(당연하지만 해당 각인 작업이 종료되면 해당 #500 변수 값을 초기화("0") 하시기 바랍니다.)

위 각인 매크로 관련 프로그램 사용법을 우선 간략히 설명하면..
우선 마캠 파일을 열어서 해당 각인용 번호(지금은 번호만 가능합니다.)에 대한 글자 모양(폰트) 글자크기 글자 간격등 설정하고 또한 해당 각인용 공구 설정(절삭 조건도 포함)을 해주고 적절한 설정이 되면 선형배열 정의를 이용하여 해당 매크로 생성 전용 포스트 적용하여 각인용 매크로를 생성합니다.
그럼 그 생성된 매크로를 해당 메인 가공프로그램에서 호출하거나 가공 완료 후 별도로 반복 실행하여 각인공정을 진행합니다.
* 해당 매크로를 호출하여 실행하면 자동적으로 지정된 번호값(#500)이 증분 됩니다.
각인 공정 에제를 설정하겠습니다.
아래와 같은 가공물의 어느 한 지점에 계속 증분 되는 제품번호 가공이 있습니다.
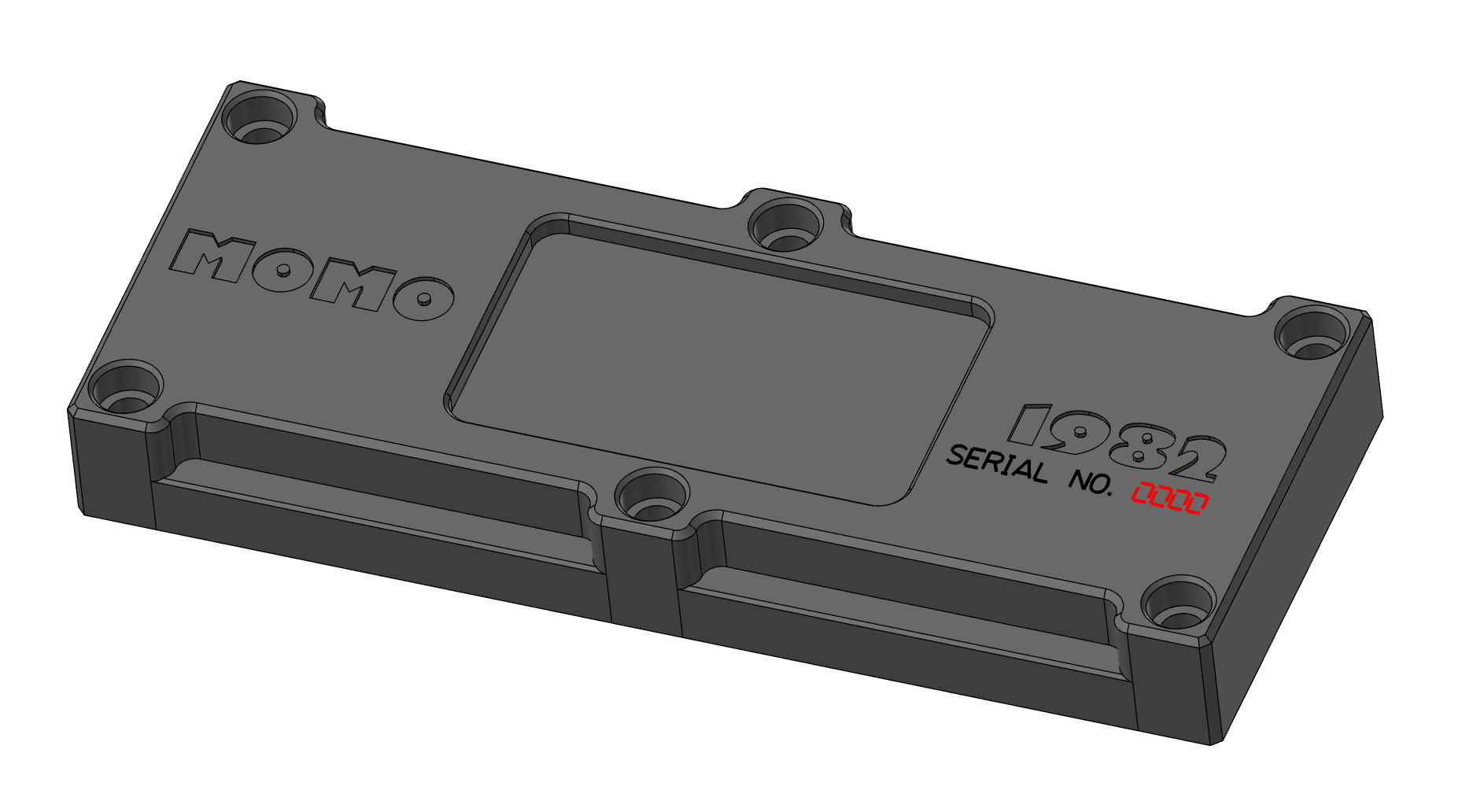
* 위 이미지처럼 우측 상단에 제품 가공원점(G54 : 변동가능)이 위치하고 제품 가운데 시리얼 번호가 위치하는 가공원점(G55 : 변동가능)으로 정의하였습니다.
* 결국 이 작업에는 워크좌표 (G54,55) 좌표값 입력이 필요합니다.
(G54 만 사용자 설정하고 G55(각인) 좌표값은 자동 연산 입력됩니다.)
* 각인하는 시리얼번호는 2541(네 자리)에서 시작하는 것(증분값 +1)으로 정의하였습니다.
그리고 이제 마스터캠에서 각인 문자에 대한 정의를 수정합니다.
먼저 0241126_Making_macro.mcam 파일을 마스터캠에서 불러드립니다.
(해당 파일은 마스터캠 2022 버전이상 호환 파일입니다.)
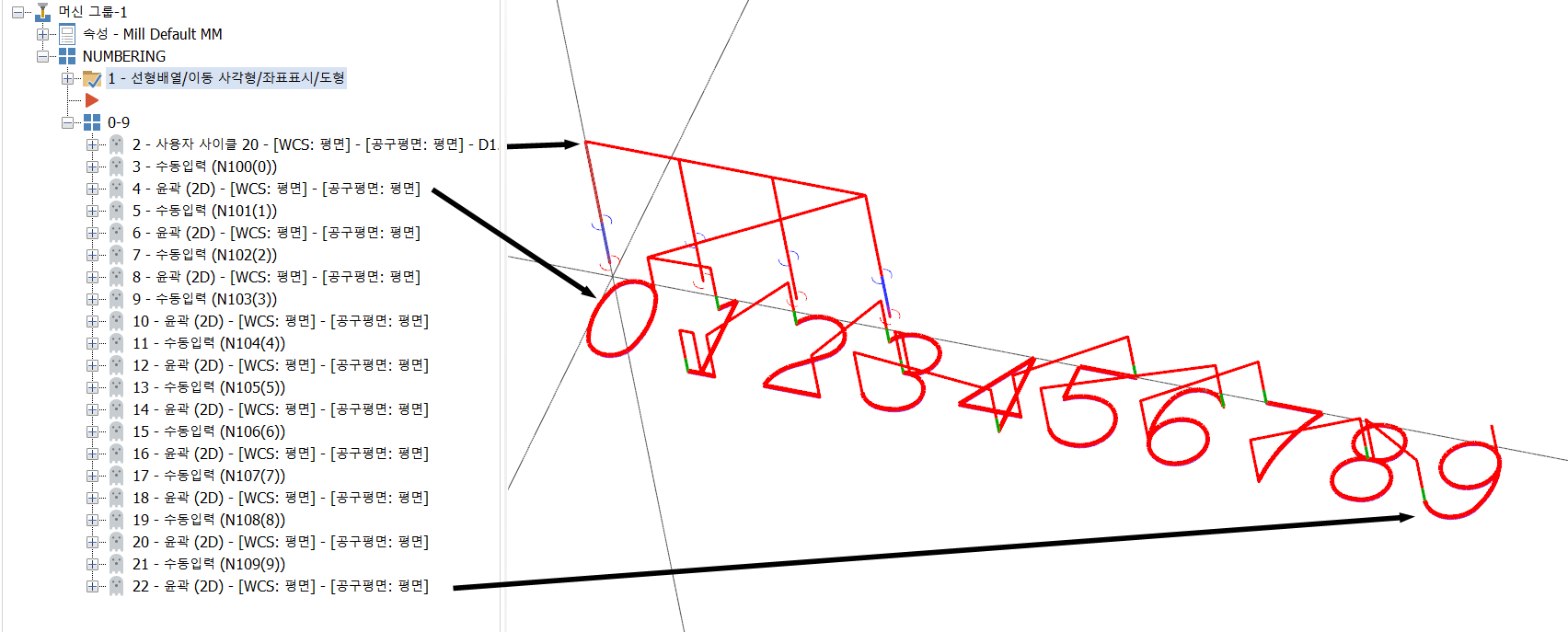
그럼 아래와 같은 화면이 표시됩니다.

① 각인 문자 가공원점(G55~)
해당 각인될 문자의 가공데이터 원점(G55~)입니다.
* 각인될 모든 문자의 좌표 원점입니다.
* 일반적으로는 저 원점은 G54(본 제품 가공원점)이 되고 다음 사용자정의된 원점(G55~)은 따로 각인되는 문자열의 위치 원점이 됩니다.
* 각 적용되는 원점좌표값(G54~)은 각각 별도로 임의적용이 가능합니다.

② 문자 경로용 도형요소
각인될 각 문자의 도형형태(와이어프레임)이며 이것은 ⑥번의 가공정의와 체인 형태로 연결되어 있습니다.

③ 문자열 배치원점(점요소 위치)
각인될 문자열의 각 단위별 배치 위치용 박스요소(박스요소는 중요한 것이 아니고 좌측 상단의 점요소가 중요)로 각인될 단위별 문자의 위치, 간격을 정의합니다.
④ 선형배열
우선 각인공정에 사용될 문자의 가공프로그램을 나열하는 기능과 배치하는 기능(G55~)을 합니다.
각인 매크로 프로그램의 사용될 문자(숫자)의 가공데이터(G 코드)를 절댓값 기준으로 사용할 수 있게 출력시키기 위한 선형배열입니다.
* 즉 제자리(각인위치)에 분별 가능하게 배치된 출력문 생성을 위하여....
⑤ 사용자 사이클
각인하는 문자열의 단위수(글자수), 글자 간격, 그리고 각 각인될 문자 시작점 이동 사이클(이송높이)에 대한 정의입니다.
각인하는 문자열의 개수와 문자 간 간격을 도형요소(사각형+점 요소)로 정의하고 이러한 배치값을 설정합니다.
* 즉 만일 3자리 문자열이면 첫 번째 문자 각인 후 다음 문자 위치로 이송될 사이클에 대한 정의로 가공점에 대한 이송을 담당합니다.
⑥ 문자 가공정의
각 문자(숫자)에 대한 가공 시 가공 관련 파라미터값(해당 공구 선택, 절삭조건, 가공깊이)등을 미리 정의해놓은 것입니다.
각 문자 도형요소(체인)를 보정 없음으로 따라가는 것을 기본으로 합니다.
* 중간의 수동입력은 해당 문자별 가공데이터(출력되는)를 구분하기 위한 프로그램 번호(N000~)를 출력하기 위한 정의입니다.
* 매크로 내의 각 호출 프로그램이 변숫값으로 지정되어 있으므로 변동 불가입니다.
그럼 우선 보면 ①번 가공원점은 문자 가공 데이터의 가공원점으로(각인 워크좌표는 G54에서부터 사용이 가능하지만 우선적으로 G54는 본 제품 가공원점으로 사용되고 다음 G55에서 증분(선형배열 작업오프셋값 지정으로 적용) 사용되며 이후 다음 문자열의 위치값 연산용으로 선행배열의 사용자 파라미터의 사용자 정수값(2=G56, 3=G57...)에 대비하여 배치 연산됩니다.

* 참고로 각인 매크로 진행 시 본 제품 가공원점은 G54이고 각 각인 문자열의 워치는 워크좌표 G55로 지정이며 각 각인 문자 단위별(글자수) 위치는 사용자 정의#2 값에 의하여 결정됩니다.
(즉 제품 가공프로그램 워크좌표가 G54을 쓰면 선행배열 작업오프셋값이 ③G54(본제품 워크좌표 : 시작 값 "0")을 쓰고 선형배열 사용자 파라미터① 사용자 정수#2②("1"값)을 가지면 G55 워크좌표 값에 각인되는 문자 단위별 변동되는 가공 원점 좌표로 사용됩니다.)
그러므로 다시 얘기해서 만일 작업환경이 본 제품 가공원점 좌표를 G54로 쓰고 각인 가공원점 좌표을 G55로 쓴다면 다음과 같이 해당 마스터캠 선형배열 파라미터를 지정하여야 합니다.
* 참고 : 0=G54, 1=G55, 2=G56, 3=G57........(워크 좌표 지정값)
선행배열 작업오프셋 시작값="0", 사용자 파라미터 - 사용자 정의#2="1"을 적용하셔야 합니다.
* 참고로 사용자 파라미터 사용자 정의 #1은 "0"= 각인 매크로 미사용, "1"= 각인 매크로 사용함 을 나타냅니다.
(참고로 사용자 파라미터 사용자 정의#1 값을 "0"으로 해도 각인 매크로 포스팅 출력되지만 그 출력물(가공데이터)을 사용하시면 안 됩니다.
해당 각인 문자별 호출 리턴(GOTO1000)이 출력되지 않아 바로 불량 납니다.)
그럼 각인 매크로 선형배열은 위처럼 하시면 되고 다음 가공그룹 "0-9"을 살펴본니다.
사용자 사이클 항목은 각 문자별(단위별) 위치로 이송(각인 시작원점)하는 좌표값 연산 기준정의으로 보시면 됩니다.
즉 각 단위별 위치..
예로 들면 천 단위 위치"2"로 이송되어 문자별 가공데이터 실행되기 전 준비위치로 이송시키고 해당 각인 가공데이터가 종료하여 다음 백단위별 위치"5"로 이동될 X, Y 오프셋값 기준(점위치 간) 정의가 됩니다.
즉 마스터캠 작업화면의 사각형(사각형 자체는 그냥 시각적 표시입니다.)의 상단 좌측점(문자 위치 기준점)의 간격이 해당 각인될 문자 간 배열 간격이 됩니다.

*실 적용은 첫 번째 사각형위치(정확히는 점위치입니다.)만 적용되고 나머지 사각형위치는 무의미합니다.
(즉 문자열 간격이 비규칙적으로는 안된다는 것입니다.)

그리고 해당 가공정의는 사용자 드릴 사이클 이므로 절삭 파라미터에서 "사용자 사이클 20"이라고 정해주어야 하며 처음 팩값이 각인 작업 간 이송 높이 값이 됩니다.

* 링크 파라미터의 가공깊이값은 실제로는 진입높이값(각 문자별 이동시)이 됩니다.
그럼 여기 예제에서 는 4가지 단위값(2541)을 쓰므로 4개 점요소 선택하고 정의하겠습니다.

그럼 나머지 부분을 살펴봅니다.
수동입력은 해당 각인문자별 호출루틴(숫자 가공하는..) 테이터의 프로그램 구분명(N000~) 입력입니다.
아래 각 문자별 데이터 출력 시 호출하여 쓸 수 있도록 구분하여 분리하도록 설정된 것입니다.
* 이것을 건드리면 다름 매크로 연산변수도 수정하여야 하니 임의로 변경하지 마세요)

나머지 가공정의는 말 그대로 각 문자별 가공 데이터입니다.
마스터캠 가공원점에 겹쳐서 위치한 문자형태 요소를 보정 안 함 형식으로 정의한 것입니다.
* 그러므로 다른 문자 폰트 또는 글자 크기를 수정하고 싶으시면 이 도형데이터를 따로 생성하여 다시 각 가공정의 체인에 대입하셔야 합니다.
(물론 사용자 드릴 사이클에 적용된 사각형(점요소)도 동일하게 수정하셔야 합니다.)
여기까지 준비되면...
실제로는 그냥 해당 매크로 프로그램 사용 시 글자수 정도만 수정..(문자 크기를 그대로 쓴다면...)하시면 됩니다.
가공 워크좌표값 만 확인(인지)하시면 됩니다.
* 해당 각인용 공구 절삭 조건 공구번호 등은 전부 일치하게 정의하셔야 합니다.
그럼 실제 사용할 매크로를 출력해 보겠습니다.
우선 맨 위 선행배열 정의만 선택(전체 선택해도 어차피 나머지는 포스팅불가(유령)로 되어 포스팅 안됩니다.) 하여 지정된 포스트 파일(0241130_Making_macro.pst)을 선택하여(다른 것 선택하면 각인 매크로가 출력되지 않습니다.) 가공프로그램을 출력합니다.

* 이때 반드시(?) 0241130_Making_macro.pst 와 0241130_Making_macro.psb 두 개 파일이 같이 있어야 합니다.
그러면 우선 다음과 같은 각인용 매크로가 출력됩니다.
%
O0000
( T1 | D1.0 BALL EM | H1 )
(======== MACRO NUMBERING START =======)
G5.1 Q0
(------------ CAL WORK WCS ------------)
#112=5220 (MAIN COORD - G54)
#113=5240 (SUB COORD - G55)
(---------- MARKING WORK WCS ----------)
#[#113+1]=#[#112+1]+15. (SUB COORD X)
#[#113+2]=#[#112+2]-10. (SUB COORD Y)
#[#113+3]=#[#112+3] (SUB COORD Z)
( D1.0 BALL EM - 1 )
T1 M6
G0 G90 G55 X0. Y0. S6500 M3
G43 H1 Z10. M8
Z3.
(------------- CAL_NUMBER -------------)
(#500=4321)
#100=4(NUMBER OF UNIT)
#101=FIX[[#500/1000]]
#102=FIX[[#500/100]-[#101*10]]
#103=FIX[[#500/10]-[#101*100]-[#102*10]]
#104=FIX[[#500/1]-[#101*1000]-[#102*100]-[#103*10]]
#111=0
#114=5. (SUB COORD INTERVAL X = 5.)
#115=0. (SUB COORD INTERVAL Y = 0.)
(-------------- MARKING --------------)
N1000
#111=#111+1
IF [#111 GT #100] GOTO3000
IF [#111 EQ 1] GOTO2000
#[#113+1]=#[#113+1]+#114 (G55 X OFFSET = 5.)
#[#113+2]=#[#113+2]+#115 (G55 Y OFFSET = 0.)
N2000
IF[[#111] EQ [1]]GOTO [#101+100]
IF[[#111] EQ [2]]GOTO [#102+100]
IF[[#111] EQ [3]]GOTO [#103+100]
IF[[#111] EQ [4]]GOTO [#104+100]
N3000
#500=#500+1
M09
G91 G28 Z0.
G28 Y0.
M30
(--------- TOOLPATH - NUMBER ---------)
N100(0)
X17.632 Y-10.816 Z3.
Z1.
G1 Z-. 1 F100.
G3 X16.464 Y-9.991 I-1.168 J-. 415 F1000.
X15.297 Y-10.816 I0. J-1.24
X15. Y-12.5 I4.632 J-1.684
X15.297 Y-14.184 I4.929 J0.
X16.464 Y-15.008 I1.167J.415
X17.632 Y-14.184 I0. J1.239
X17.929 Y-12.5 I-4.633 J1.684
X17.632 Y-10.816 I-4.93 J0.
G0 Z3.
GOTO1000
N101(1)
X15.945 Y-10.722
Z1.
G1 Z-. 1 F100.
X16.659 Y-10.008 F1000.
Y-15.008
G0 Z3.
X15.945
Z1.
G1 Z-.1 F100.
X17.374 F1000.
G0 Z3.
GOTO1000
N102(2)
X15.107 Y-10.714
Z1.
G1 Z-.1 F100.
G2 X16.344 Y-10. I1.237 J-. 715 F1000.
G1 X16.455
G2 X17.882 Y-11.364 I0. J-1.429
X17.513 Y-12.26 I-1.427J.064
X16.229 Y-13.219 I-7.722 J9.005
G3 X15. Y-15. I1.16 J-2.115
G1 X17.989
G0 Z3.
GOTO1000
N103(3)
X15.071 Y-10.714
Z1.
G1 Z-. 1 F100.
G2 X16.316 Y-10. I1.245 J-. 727 F1000.
G1 X16.5
G2 X17.538 Y-10.39 I0. J-1.577
X17.929 Y-11.25 I-. 752 J-. 86
X16.867 Y-12.495 I-1.262 J0.
G0 Z3.
X16.509
Z1.
G1 Z-. 1 F100.
X16.867 F1000.
G2 X18. Y-13.75 I-. 128 J-1.255
X17.61 Y-14.61 I-1.143 J0.
X16.571 Y-15. I-1.039 J1.187
G1 X16.245
G2 X15. Y-14.286 I0. J1.441
G0 Z3.
GOTO1000
N104(4)
X17.589 Y-15.
Z1.
G1 Z-. 1 F100.
Y-10. F1000.
X15. Y-13.821
X18.321
G0 Z3.
GOTO1000
N105(5)
X18.023 Y-10.
Z1.
G1 Z-.1 F100.
X15. F1000.
Y-12.214
G2 X16.342 Y-11.784 I1.342 J-1.878
X16.429 Y-11.786 I0. J-2.308
X17.274 Y-11.985 I0. J-1.89
X17.857 Y-12.5 I-. 677 J-1.355
X18.131 Y-13.405 I-1.357 J-. 905
X17.916 Y-14.214 I-1.631 J0.
X16.554 Y-15.005 I-1.363J.779
G1 X16.328
G2 X15.28 Y-14.611 I0. J1.591
X15. Y-14.291 I1.048 J1.197
G0 Z3.
GOTO1000
N106(6)
X17.997 Y-10.745
Z1.
G1 Z-. 1 F100.
G3 X16.7 Y-9.985 I-1.297 J-. 727 F1000.
X15.285 Y-11.015 I0. J-1.487
X14.997 Y-12.59 I4.167 J-1.575
X15.185 Y-13.871 I4.455 J0.
X16.629 Y-15.001 I1.444J.357
X18.044 Y-13.971 I0. J1.487
X18.115 Y-13.518 I-1.415J.453
X16.629 Y-12.032 I-1.486 J0.
X15.143 Y-13.518 I0. J-1.486
X15.185 Y-13.871 I1.486 J0.
G0 Z3.
GOTO1000
N107(7)
X15. Y-10.
Z1.
G1 Z-. 1 F100.
X18. F1000.
G3 X16.5 Y-15. I7.586 J-5.001
G0 Z3.
GOTO1000
N108(8)
X16.339 Y-12.321
Z1.
G1 Z-.1 F100.
G2 X15.179 Y-11.161 I0. J1.16 F1000.
X15.802 Y-10.132 I1.16 J0.
X16.339 Y-10. I.537 J-1.029
G1 X16.661
G2 X17.821 Y-11.161 I0. J-1.161
X16.661 Y-12.321 I-1.16 J0.
G1 X16.339
G3 X14.999 Y-13.661 I0. J-1.34
X15.238 Y-14.423 I1.34 J0.
X16.339 Y-15. I1.101J.762
G1 X16.661
G3 X18. Y-13.661 I0. J1.339
X16.661 Y-12.321 I-1.339 J0.
G0 Z3.
GOTO1000
N109(9)
X15.115 Y-14.256
Z1.
G1 Z-. 1 F100.
G3 X16.411 Y-15.014 I1.296J.728 F1000.
X17.826 Y-13.985 I0. J1.486
X18.114 Y-12.41 I-4.166 J1.575
X17.926 Y-11.13 I-4.454 J0.
X16.483 Y-10. I-1.443 J-. 357
X15.068 Y-11.03 I0. J-1.487
X14.998 Y-11.482 I1.415 J-. 452
X16.483 Y-12.967 I1.485 J0.
X17.968 Y-11.482 I0. J1.485
X17.926 Y-11.13 I-1.485 J0.
G0 Z3.
GOTO1000
M30
%
먼저 맨 처음 매크로 내용을 보면.

공구목록이 출력되며 각인공정 매크로 이므로 정도레벨을 정당히 낮추며 앞서 마스터캠 가공정의(선형배열 정의)에 의하여 각 적용 워크좌표값 정의가 이루어집니다.
CAL WORK WCS
앞서 선형배열 정의내용 중 작업오프셋 지정 시작값①이 메인 기준좌표값이 지정되고 사용자 정의 파라미터 사용자 정의#2②이 각인 문자 시작원점이 되며 메인 가공원점① 위치에서 떨어진 좌표값만큼 MARKING WORK WCS에서 본제품 가공원점①과 각인 가공원점②이 떨어진 값이 연산되어 ③값이 각인 문자열 시작원점이 됩니다.
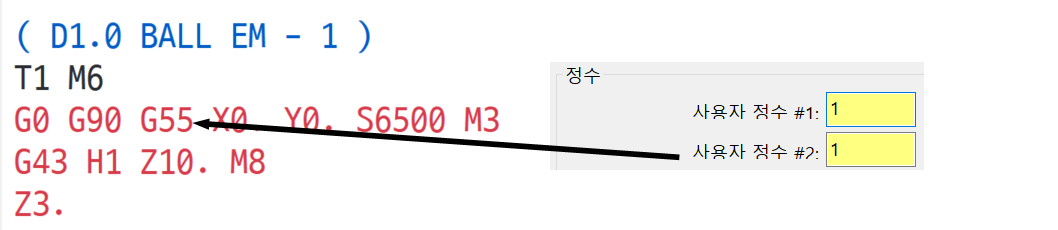
각 각인 가공정의에 정의된 공구가 호출되고 선형배열 사용자 정의#2 값에 의한 각인 워크좌표(G55)가 지정되고(모달값으로 계속지정) 처음 위치 좌표값은 해당 워크좌표값에 따라 정의되므로 X0. Y0으로 지정됩니다.
각인 대기 이송 높이값은 해당 사용자 사이클 20 처음팩값으로 지정됩니다.

CAL_NUMBER(각인 문자 자릿수 계산)
각인될 문자 자릿수는 앞서 마스터캠의 사각형(점요소) 체인요소 수량으로 자동 결정됩니다.
* 그러므로 해당 글자수만큼 미리 마스터캠에서 수정하고 포스팅하여 매크로를 출력하여야 합니다.
앞서 사각형이 4개 이므로 #101~#104 4개 계산정의가 자동 생성됩니다.
(#500=87654321)은 현재 주석문(미 실행문)으로 되어 있는데 이것은 실제 #500 값(각인 시작번호)은 장비 파라미터에서 지정되어 시작되어야 하므로 실제 작업 시 삭제하거나 "( )"괄호 안에 있어야 합니다.
* 만일 실수로 실행상태로 넘어가면 바로 불량입니다.
여기서는 심코에디터(cimedit)에서 검증을 위하여 (#500=2541)로 변경하겠습니다.

CAL_WORK_WCS(각인될 워크좌표 배치 변숫값 지정)
①#112 = 본 제품 가공원점 적용 워크좌표값(G54) (각인문자 가공원점 위치 지정용)
②#113 = 각인 문자간격 연산용 변수 사용될 워크 좌표값(G55~)
③#114 = 문자간격 X축 증분값
④#115 = 문자간격 Y축 증분값
* 만일 사용자 사이클 20의 점요소 체인 좌표가 X, Y 축 변동값이 적용되며 실제 적용은 처음 사각형 간 간격만 적용되며 나머지는 적용되지 않습니다.
(요소 수량만 반영)
참고 사항은 해당 워크좌표 시스템 변숫값은 아래와 같습니다.

MARKING (각인시작 위치 증분좌표값을 SUB 위크좌표에 입력)

앞서
#100 변수에는 각인될 문자의 단위별 개수값(예제에서는 4개)
#111 변수에는 0이라는 값이 입력되어 있습니다. (각인 단위별 갯수값 증분 초기화)
#111 = 문자열 수량 순번 체크용(문자열 수량만큼 반복 실행 체크용 변수)
#111 값이 #100(초기 문자열 수량값) 보다 크면 각인공정 종료하는 N3000으로 이동
#111값이 1 값과 같은 경우 문자간격이 없다는 의미 이므로 바로 각인공정(N2000)으로 이동
*각인이 문자열 한자리인 경우....

* 여기 해당 장비 시스템변수에 저장된 워크좌표를 가지고 각인 워크좌표를 연산 재입력(증분값)합니다.
#113+1 = 5241(G55X축 기계좌표값)에 각인 문자 단위별 X축 증분값(#114)을 합하여 재 각인 워크좌표값에 입력합니다.
#113+2 = 5242(G55Y축 기계좌표값)에 각인 문자 단위별 Y축 증분값(#115)을 합하여 재 각인 워크좌표값에 입력합니다.
* 위 매크로에 나온 것처럼 각인 워크좌표 X, Y값에만 연산합니다.
(Z값은 본 제품 워크좌표값에 동일하게 유지됩니다.)
* 참고로 여기서부터 실제 각인 될 좌표값이 정의됩니다.
N2000 (각인 가공데이터 출력 구간으로 분배 과정)

먼저 포스팅 시 사용자 사이클 점요소(문자열 수량)만큼 자동 생성된 문자열당 해당 각인 문자 각인프로그램 호출 루틴이 생성됩니다.
* 예제가 "2541" 4자리 이므로 여기서는 4개 호출 루틴이 생성
IF[[#111] EQ [1]]GOTO [#101+100] : 만일 #111(문자열 순번)이 "1"이면 현 위치에서 지정된 문자 가공루틴으로 이동
IF[[#111] EQ [2]]GOTO [#102+100] : 만일 #111(문자열 순번)이 "2"이면 현 위치에서 지정된 문자 가공루틴으로 이동
IF[[#111] EQ [3]]GOTO [#103+100] : 만일 #111(문자열 순번)이 "3"이면 현 위치에서 지정된 문자 가공루틴으로 이동
IF[[#111] EQ [4]]GOTO [#104+100] : 만일 #111(문자열 순번)이 "4"이면 현 위치에서 지정된 문자 가공루틴으로 이동
N3000
여기는 해당 각인공정을 종료하기 위한 준비작업 (#500 : 각인번호 "+1"증분 하고 종료, #500 시스템변수에 저장되기 때문에 프로그램이 종료하거나 해당 장비 전원 ON/OFF 해도 저장됨)하는 과정입니다.
절삭유 OFF 하고 스핀들, 배드 원점복귀(Z, Y만)
TOOLPATH - NUMBER
여기부터는 각 각인문자별 가공데이터 모음 항목입니다.
N100(0) = 0번 문자 가공 루틴 완료 후 N1000으로 복귀
등등 0 ~ 9까지 배열 생성됩니다.
그럼 마지막으로 심코에서 시뮬(검증)하는 과정을 보겠습니다.
위 프로그램 중 현재 "2541" 4자리 각인번호 이므로 맨 처음 "(#500=87654321)" 항목을 #500=2541로 수정합니다.
* 이후 검증 후 반드시!!! 위 항목을 다시 비활성화(다시 "( )"로 앞뒤 싸거나 아예 삭제하시기 바랍니다.)하여야 합니다.(중요!!)

그리고 백플렛을 실행하여 프로그램 맨 처음부터 천천히 실행해 나아갑니다.

* 이 상태에서도 자세히 보면 "2", "5", "4", "1" 가공경로가 겹쳐있는 것을 볼 수 있습니다.
(심코에디터에서 워크좌표 연산이 지원 안되는 것으로 추정되어 전부 제자리에서 경로 진행이 됩니다.)
첫 번째 자리"2"

두 번째 자리"5"

세 번째 자리"4"

생략......
* 중요 주의사항 기본적으로 G54 본제품 워크좌표, G55 각인 워크좌표를 사용하는 방식이라는 것......(작업 종료 후 필히 해당 워크좌표 초기화 필수)
* 각인 번호 시작은 장비 시스템 파라미터 #500에 기초하여 작동되며 만일 이 변수(#500)를 임의 수정하면 따라가므로 필히 주의하여야 합니다.
* 적용 워크좌표 값은 고정되어 있지 않으며(다만 변동 시 주의 사항이 필요합니다.) 사용자의 작업환경에 따라서 변경가능합니다.

* 기타 문의사항은 매크로 제작자이신 알루미네이션님에게 하시기 바랍니다.
'마스터캠 2021 기능 교육 자료(초안) > 마스터캠 2021 활용 소소한 팁' 카테고리의 다른 글
| 마스터캠 2021를 활용한 외줄 형태 한글 문자 각인 작업에 관련하여(한줄폰트) (2) | 2024.12.22 |
|---|---|
| 가공시 각지게 나오는 곡면 또는 2D 도형요소의 문제점 해결방안(거르기 기능 활용...) (0) | 2024.11.07 |
| 부가축 머신 환경에서 작업평면을 활용한 다축 드릴 가공(네이버 마캠뽀개기 질문 게시글 관련) (7) | 2024.11.02 |
| 마스터캠 2022을 활용한 모의가공 - 비교 기능에 대한 STL호환 파일 적용관련 팁 (1) | 2024.09.14 |
| 마스터캠 2021를 활용한 3D 캐릭터 모델링 가공 기초방식-3 (카카오 라이언) (1) | 2024.03.17 |