


파워바이스 세팅법(PVC-160 기준) 오차 ±0.005mm
1. 머시닝 베이스(BED TABLE) 손질
파워바이스 안착전 에 베드에 붙어있는 칩(버)등 을 모두 제거합니다.
이때, 큰 칩은 에어건 또는 절삭유 살포, 청소도구로 정리후 숫돌(도이시)등으로 문질러 제거한 후, WD-40을 배드 전체에 도포한 후, 깨끗한 천으로 배드 전체 을 닦아줍니다.
이때, 배드 사이의 티홈 등도 확실히 손질하여 배드 상면에 어떠한 이물질이 없도록 합니다.
2. 파워바이스 안착
파워바이스 뒷면을 확인하여 버(오염물질)이 있는지 확인후, 이때 버가 있으면 배드 관리법과 같은 방식으로 버을 제거 후 호이스트 나 인력을 이용하여 파워바이스 을 배드 위에 안착합니다.
* 보통 파워바이스 뒷면을 확인하지 않고 안착 하는 경우가 있는데 주의 필요합니다.
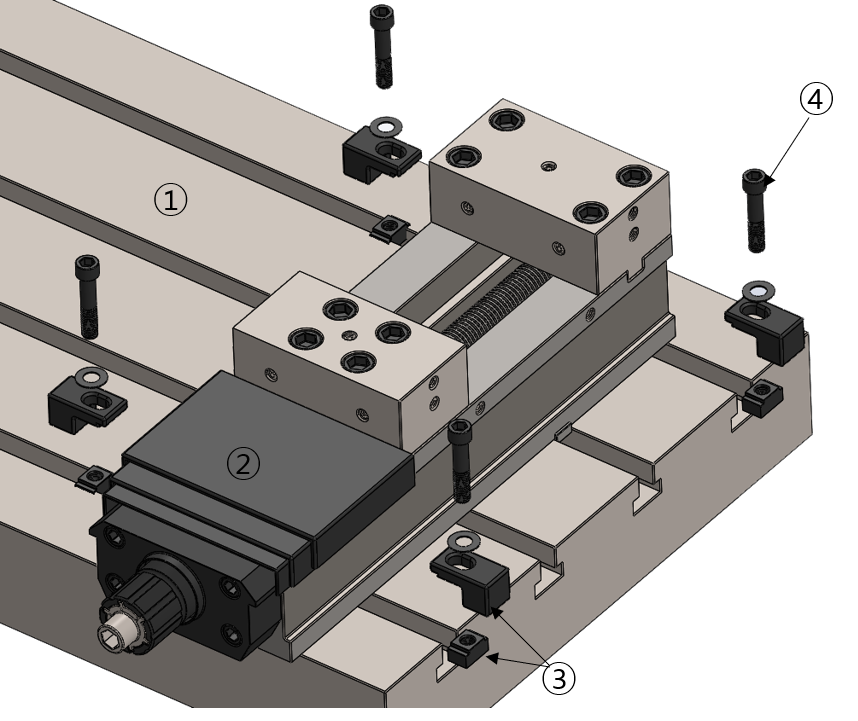
3. 바이스 고정물(바디픽처스 / 티 너트)
파워바이스 을 고정해줄 고정물(바디픽처스) 세팅.
이때, 배드에 다수의 파워바이 스을 올릴 예정이라면 사전의 바이스(고정물)의 위치를 검토하여 마커로 표시해 두거나 일부 바이스, 고정물을 배드 위에 배치하여 위치를 사전에 선정해둠.
4. 파워바이스 고정용 볼트
티너트 와 조립하여 손으로 돌려 더 돌아 가지 않을 정도로 만 고정합니다.
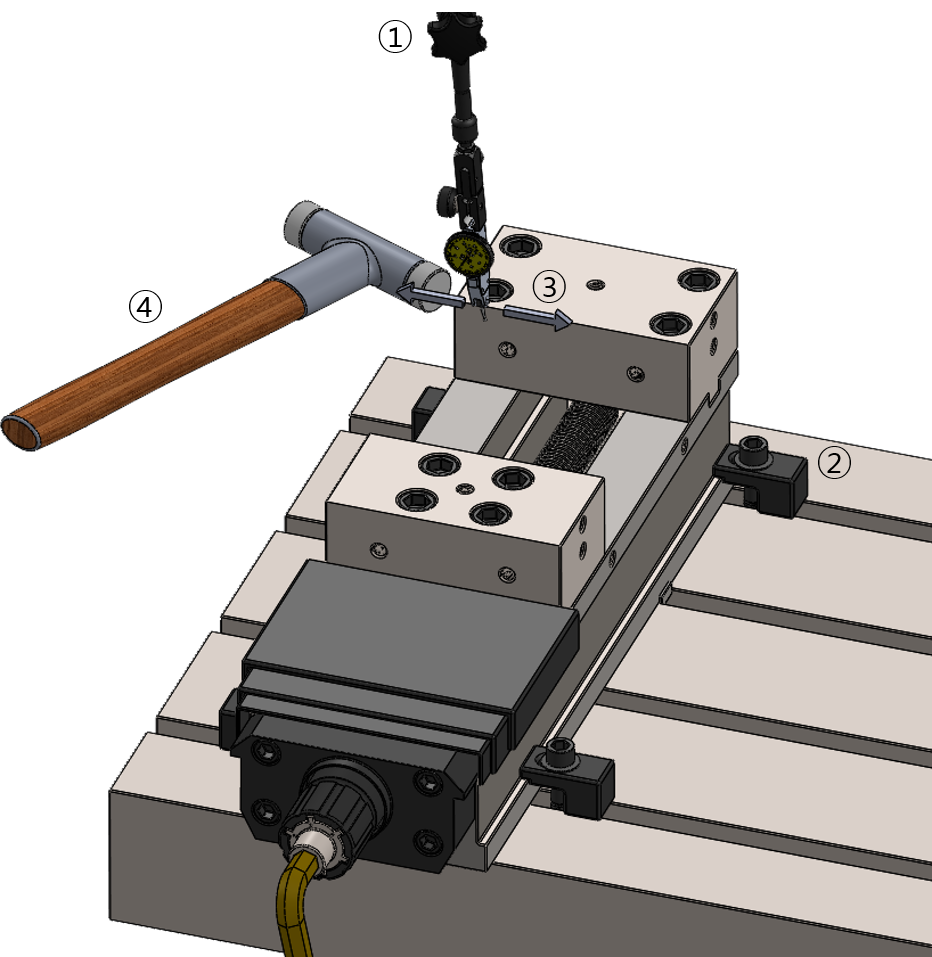
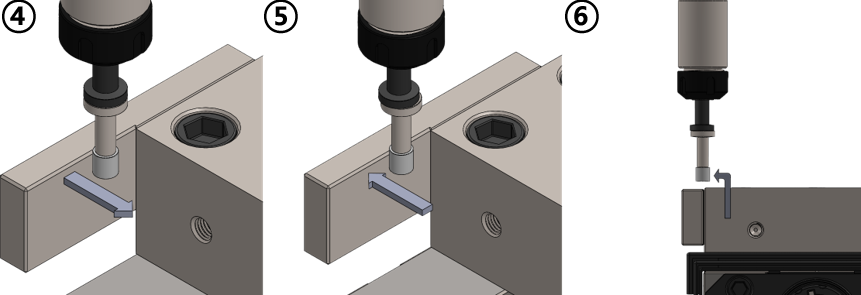
1. 지렛대형(마그네틱베이스) 인디게이트 세팅
파워바이스 의 수평을 유지하기 위하여 우선 스핀들 헤드에 지렛대형(마그네틱베이스) 인디게이 트을 고정시킨 후 (만일 스핀들에 고정 시 ORIENT SPINDLE 기능 사용으로 스핀들 회전 고정) 인디게이트 스타일러(Contact point)를 바이스 기준면(고정죠)에 터치합니다.
이때, 바이스 상부면이 고정죠 이므로 상부면을 기준으로 직각을 맞춥니다.
2. 바이스 고정용 볼트 결착(바이스 수평 조정용)
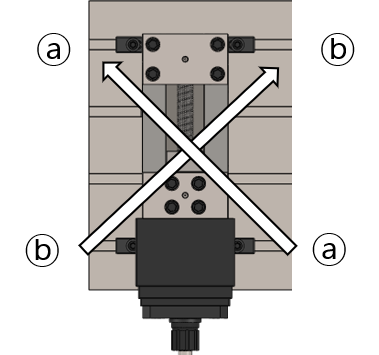
ⓐ : 볼트 을 손으로 만 돌려 돌아갈때 까지만 돌림
ⓑ : 볼트 을 손으로 만 돌린후 렌치로 90도 더 돌립니다.
이때, 볼트 결착 순서가 대각선으로 되어 있어야 이를 기준으로 바이스 수평을 맞출 수 있습니다.
3. 인디게이트 사용 수평 맞춤
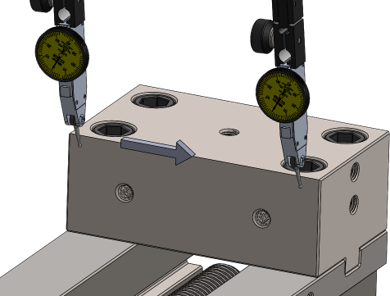
HANDLE 또는 JOG 기능을 이용하여 X축을 이동하여 바이스 고정죠 왼쪽 끝단부 에 인디게이트 스타일러를 접촉한 후 게이지 눈금을 “0” 으로 만든 후 좌우로 이동하여 수평의 틀어진 정도 을 확인 합니다.
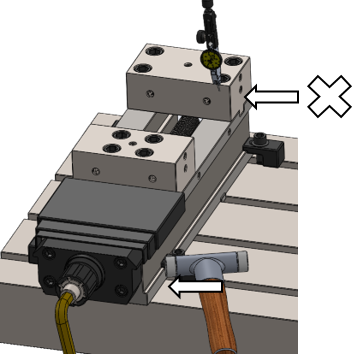
조절 망치질은 ⓐ부분만 허용 됩니다.

망치질을 하면서 인디게이트 의 눈금을 ±0.01mm 이내로 조정합니다.
*고정죠 좌우 끝단 이동시 오차을 ±0.01mm 이내 조정
수평 조정이 끝나면 바이스 고정 볼트를 대각선 방향으로 차례로 조여 완전 고정후 최종 인디게이트 측정 후 최종 조임 (볼트 조임 과정에 틀어질 가능성 있습니다.)
파워 바이스 좌표 측정 (소재 원점)
1. 파워바이스 에 우선 기준 스톱퍼(X축)를 부착
이때, 기준 스톱퍼 와 바이스 고정죠 측면의 오염물질을 모두 제거 후 부착 합니다.
(이 경우 소재 원점(가공원점)을 바이스 고정죠 왼쪽 끝단을 기준하여 사용한다는 전제 조건입니다.)
2. 스핀들 헤드부에 아크센터을 장착한 공구척을 부착 후 머시닝 조작판을 다음과 같이 조작합니다.

주의 : 스핀들 회전수는 S1000 이내로 이상 사용하면 아큐센터 내장 스프링이 파손(장력손실) 될 우려가
있으므로 S600 ~ 800 정도 사용 권장 합니다.
머시닝센터 조작방식을 HANDLE(수동조작)로 전환 후 소재원점(가공원점) 근처로 아쿠센터를 이동합니다.
이때 수동 펄스 생성기 또는 조그 모드 을 활용합니다.
HANDLE 컨트롤러(MPG) 조작법
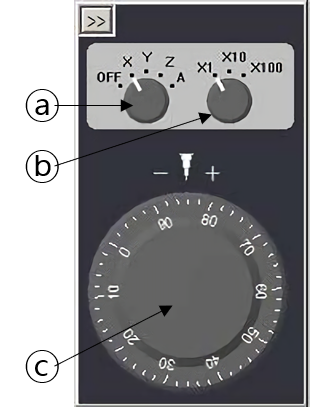
ⓐ : 이동축 지정
이동축을 지정하며, 별도의 부가축이 없으면 X, Y, Z 만 사용
ⓑ : 이송 단위 지정
클릭당 이송단위 을 0.1 , 0.01 , 0.001 로 각각 지정하여 이송 가능
ⓒ : 수동 이송 (펄스 발생 핸들)
시계방향(CW) “+” , 반시계방향(CCW) “-” 이송
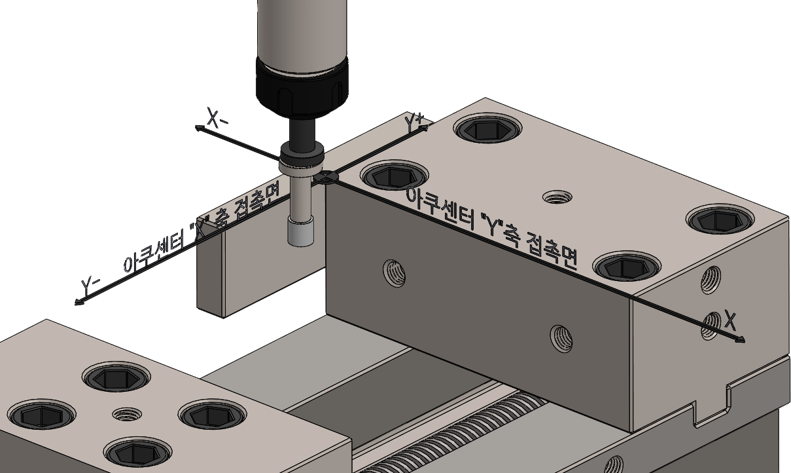
아쿠센터 터치순서 (예제는 X축 “0”세팅 기준 / 아쿠센터는 10 Ø 사용 기준)
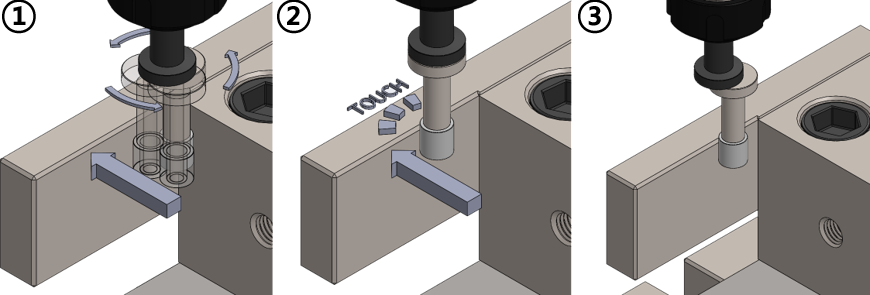
① 이송단위 을 0.1로 지정후 이송, 이때는 거칠게 흔들림.
② 기존면(X축) 터치, 아쿠센터 위아래가 동심형
③ 좀더 이송하여 아쿠센터 위아래가 틀어짐.
*여기 까지 하시면 오차 범위±0.05
④ HANDLE 컨트롤 이용 0.1만큼 뒤로 이동후 이송단위을 0.01로 지정후 이송합니다.
⑤ 터치후 아쿠센터가 임팩트 하면 POS 상대좌표에 +5 입력합니다.
⑥ 이후 Z축 이송 후 -5 만큼 X축으로. 이송합니다.
*여기까지 하시면 오차 범위±0.005
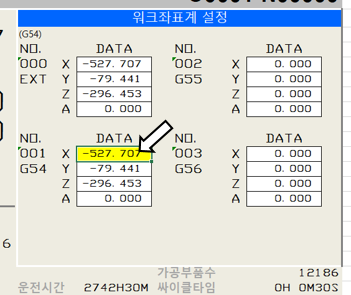
이후 OFS/SET 을 눌러 워크좌표계 설정으로 이동합니다.
머시닝센터 조작판에서 “X0.” 을 키보드을이용 하여 입력후 조작판 모니터 화면의 측정에 해당하는 소프트 키을 누르면 해당 워크 좌표 X0. 세팅 완료 (화낙 기종 기준)
Y축도 동일한 방법으로 입력합니다..
* 실제 작업 시 권장 사항입니다.
실제 작업 시 위와 같이 소재원점을 잡아 쓰는 경우는 우선 예시로 제시하는 것이며 일정한 가공형태, 대량 동일 제품 가공 시 등 어느 정도 오차 발생 할 수 있는 것을 염두에 둔 작업 환경을 기준 한 것입니다.
만일 어느 정도 정밀성을 유지하고 싶고 또는 1차 공정 윤곽가공 후 2차 공정 뒷면가공(뒤빵?) 시는 스톱처 기준이 아니고 직접 가공 소재 기준으로 작업하시길 바랍니다.
스톱퍼 안착상태(바이스와 직각 상태 확인)등으로 다소간의 오차가 발생할 수 있으니 소재 을 직접 물리고 난 후 소재원점을 세팅 하시기 바랍니다.
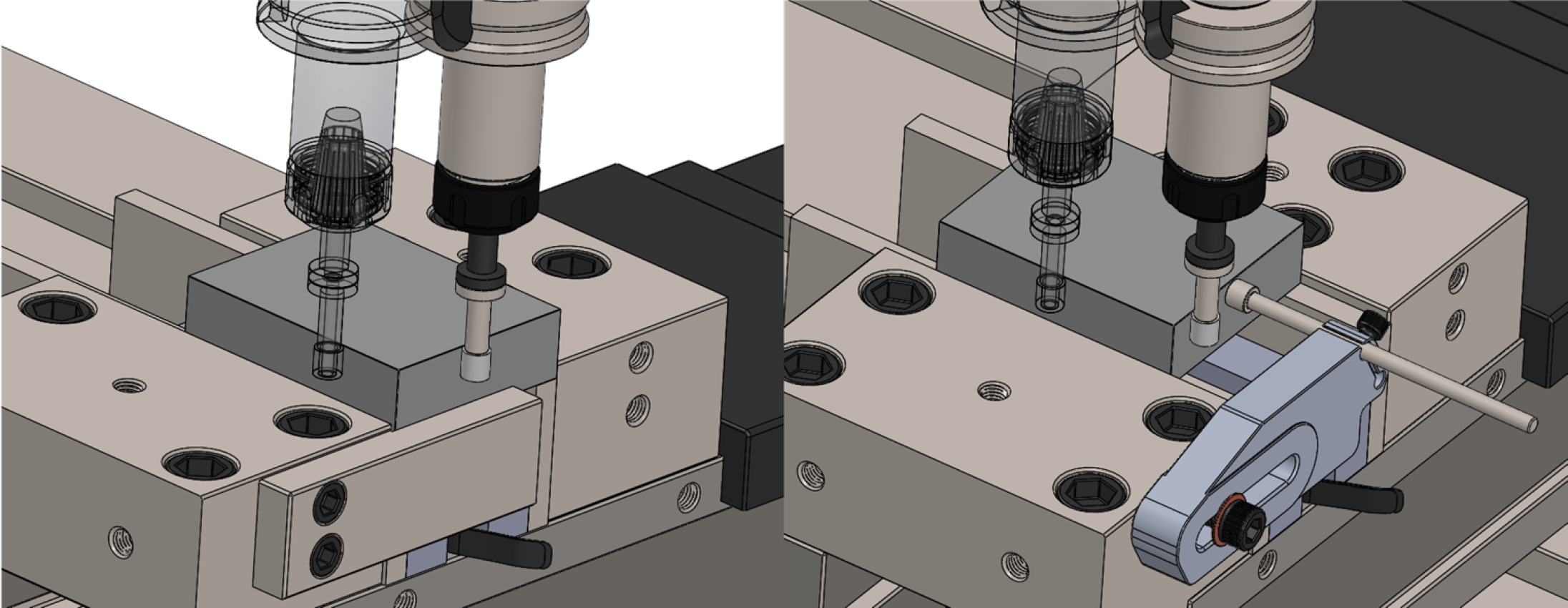
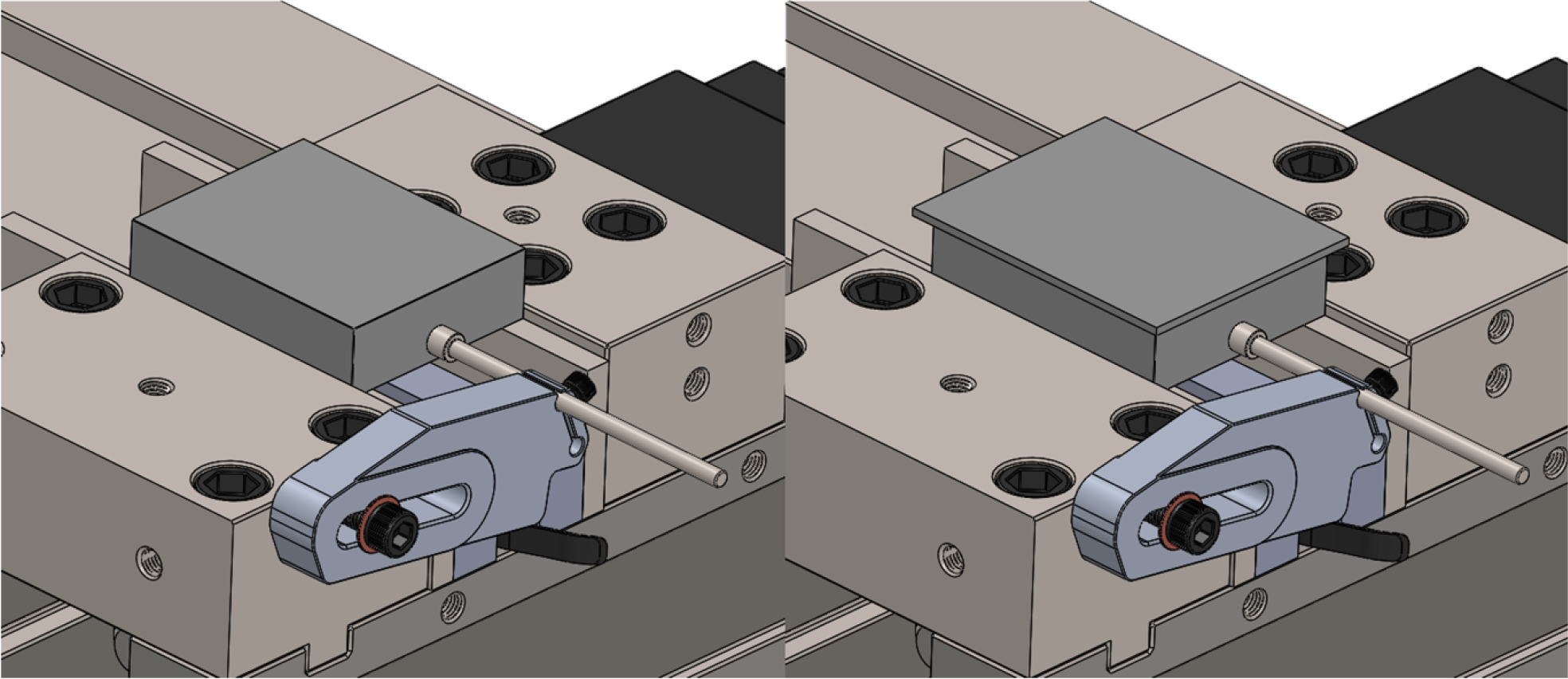
위 이미지처럼 각이 잡혀있는 소재 또는 제품을 놓고 소재 원점을 세팅하시면 됩니다.
부록 : 머시닝 배드 위 다수 바이스 세팅 시 참고사항
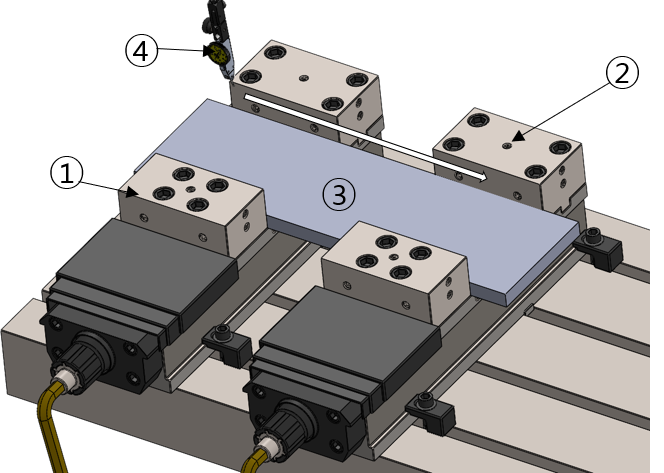
① : 기준이 되는 바이스 세팅 은 앞에 나온 방식을 적용하여 세팅합니다.
② : 추가 설치하는 바이스는 우선 예상 위치에 안착한 후 고정물(바디픽처스)의 볼트를 결착하지 않습니다.
③ : 기준 바이스와 추가 세팅 하는 바이스 간의 기준 플레이트 세팅
바이스와 접하는 양면 직각이 잡혀있는 플레이트 을 준비후 양쪽의 바이스에 물려 직각(수평)을 맞춥니다.
이때, 플레이트의 길이는 각각의 세팅하는 바이스의 간격만큼 커야 합니다.
④ : 바이스에 기준 플레이 트을 고정후 인디게이트로 기준되는 바이스와 추가 세팅하는 바이스 간의 수평이 맞는지 확인한 후 추가 세팅하는 바이스의 고정물 볼트를 같은 요령으로 고정합니다.
이후 두 번째 세팅 바이스 의 X좌표 측정 입력(Y축은 기준 세팅 바이스 좌표 값이용)
이후 다수의 바이스 세팅도 같은 방법을 이용하여 세팅 가능.
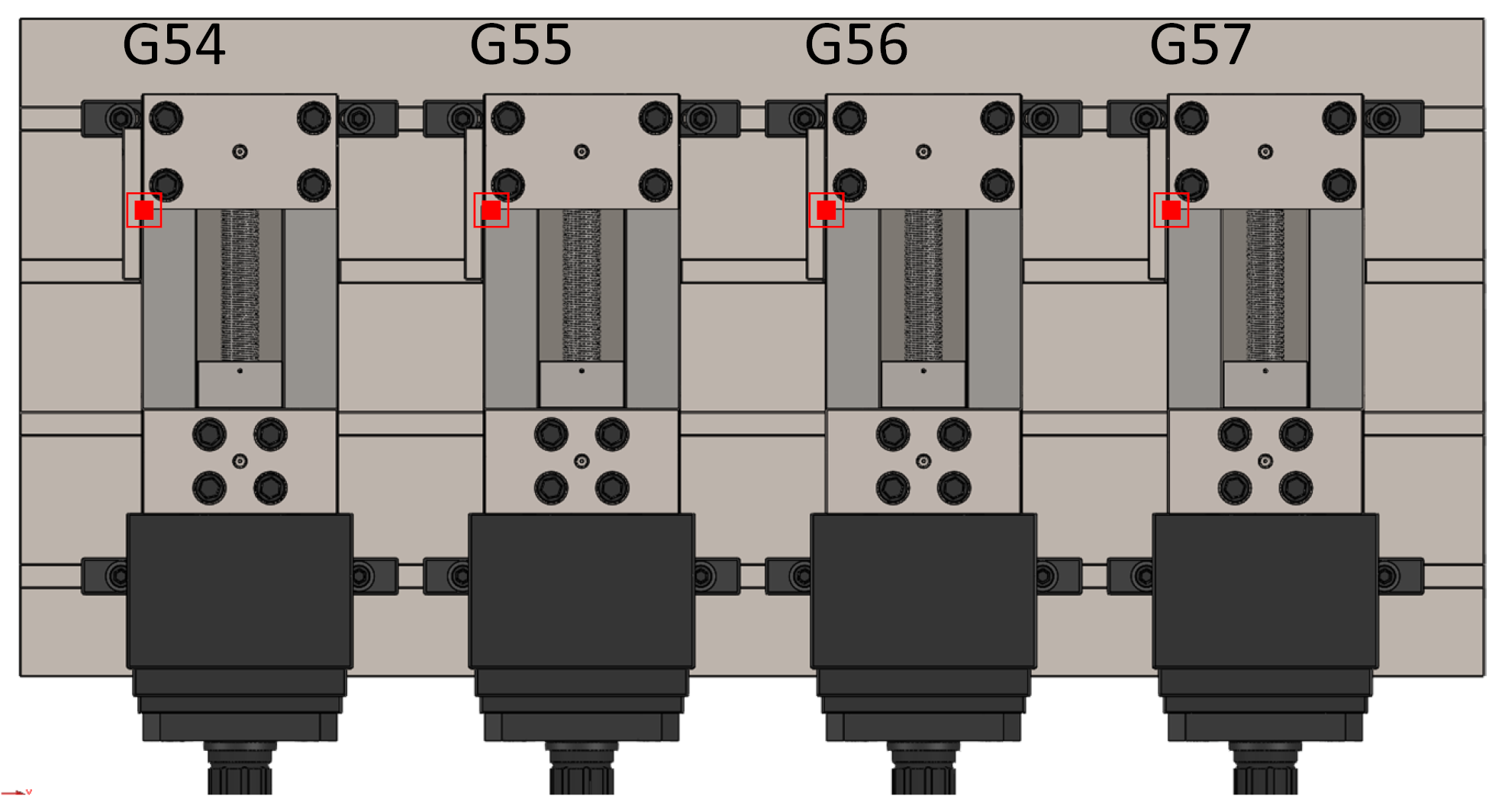
해당 다수의 세팅된 바이스들의 워크 좌표계 입력 예.
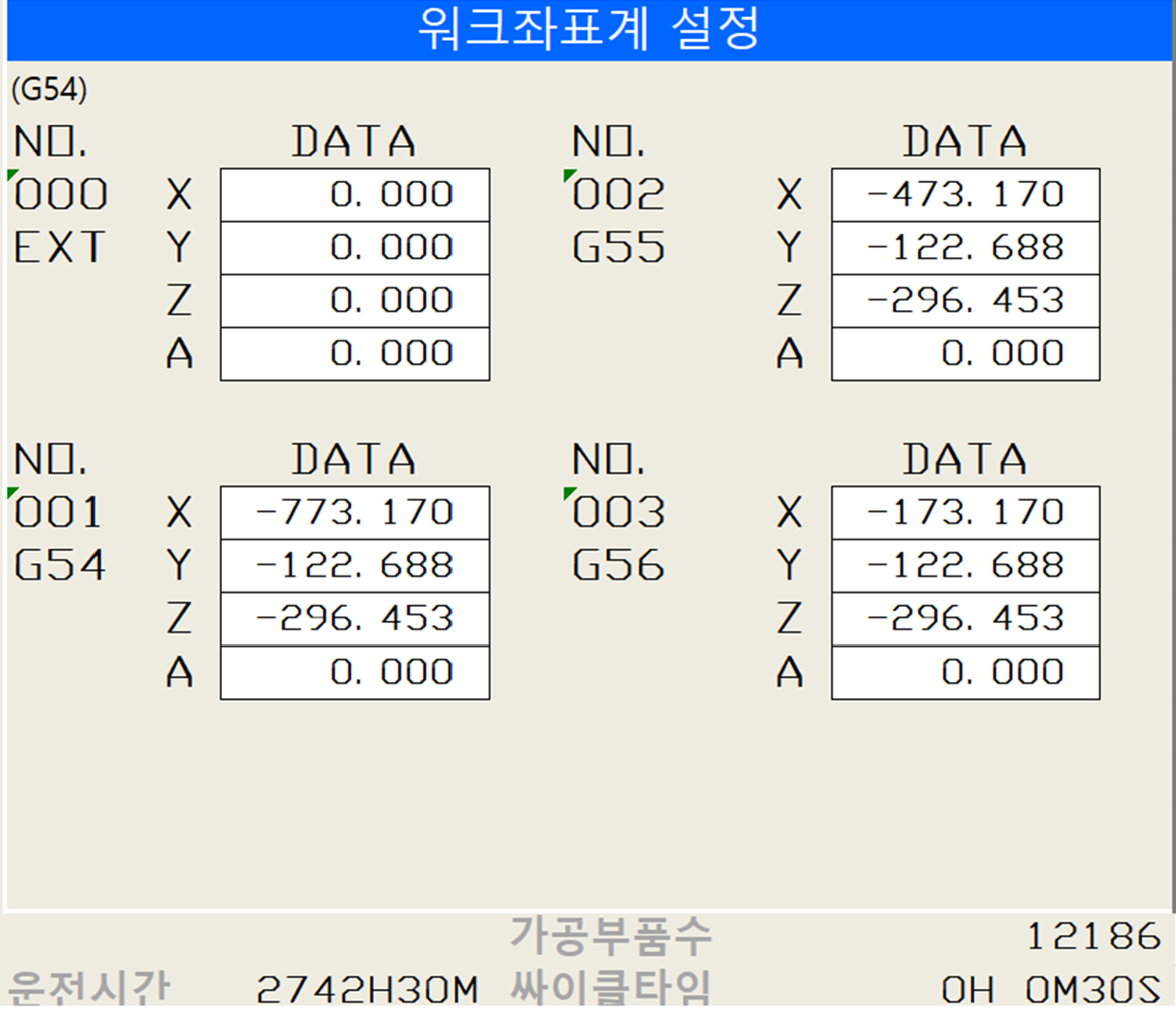
. 각 바이스의 Y축 워크좌표계 좌표값이 동일한 것은 기준플레이트로 직각을 맞추어 Y축 좌표를 동일하게 세팅하였기 때문입니다.
'머시닝 관련 이야기' 카테고리의 다른 글
| 머시닝 센터에서 면판를 활용한 플레이트 가공 방법 -2 (웹버전) (0) | 2023.04.09 |
|---|---|
| 머시닝 센터에서 면판를 활용한 플레이트 가공 방법 -1(웹버전) (0) | 2023.04.01 |
| 머시닝 센터 (MCT) 파워 바이스 세팅 방법 -1(웹버전) (2) | 2023.01.29 |
| 머시닝 백 면취(BACK CHAMFER : 모따기) 설정법(웹버전) (2) | 2023.01.05 |
| 머시닝 마이크로 보링바(Boring bar) 활용법 (웹버전) (2) | 2023.01.04 |